
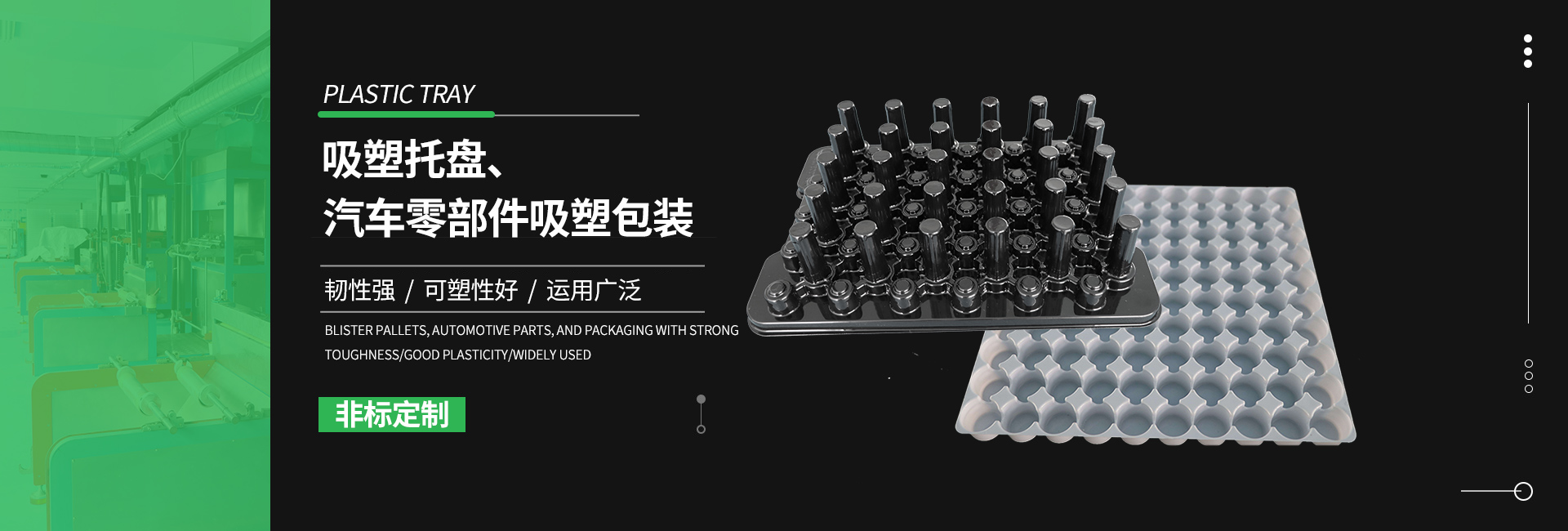







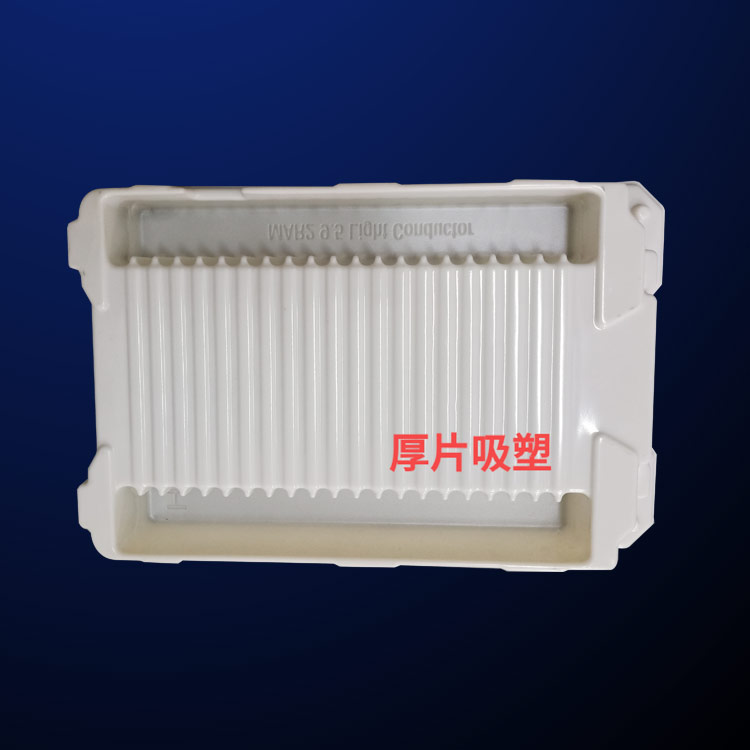
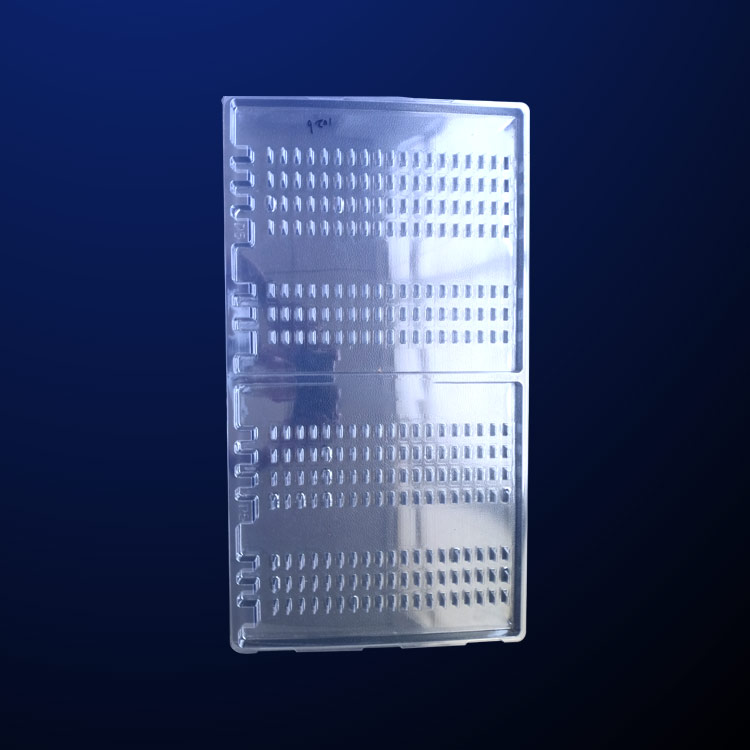
吸(xi)塑包裝(zhuang) 是将PVC、PS、PET等(deng)樹脂片(pian)在吸塑(su)成形機(jī)中經過(guo)加熱、真(zhēn)空成形(xing)、冷卻等(deng)過程,使(shi)之按照(zhao)模具的(de)形狀成(cheng)形,然後(hòu)在沖床(chuáng)上用刀(dāo)模沖壓(yā)成單個(ge)産品,再(zai)經過折(shé)邊、沖孔(kong)等工藝(yi)制成的(de)包裝産(chan)品。這種(zhong)包裝産(chǎn)品具有(you)材料便(bian)宜、工藝(yi)簡單、投(tou)入少、利(lì)潤可觀(guan)的特點(diǎn),适合包(bao)裝小型(xíng)日用品(pǐn)、小電器(qì)、玩具等(děng)商品,不(bu)适合對(dui)緩沖性(xing)要求高(gao)、産品較(jiao)重的産(chǎn)品進行(hang)包裝。
吸(xī)塑産品(pin)的主要(yào)生産工(gōng)藝包括(kuo)起模、拉(lā)片、沖床(chuang)、折邊、沖(chong)孔、包裝(zhuang)等,以下(xià)就分别(bie)來介紹(shao)。
1.起模
當(dāng)客戶确(què)認樣品(pin)後,由打(da)樣用的(de)石膏模(mo)作爲母(mǔ)模,電鍍(du)銅後,按(àn)照一定(ding)的數量(liang)和位置(zhi)制成生(sheng)産用的(de)模即爲(wei)起模。常(chang)規的模(mó)分三種(zhong):石膏模(mo)、銅模、鋁(lǚ)模。其中(zhong)石膏模(mo)主要用(yòng)于打樣(yang),一般不(bú)能做批(pī)量生産(chan)使用,其(qí)制作時(shí)間一般(bān)爲24小時(shi)。銅模爲(wei)石膏模(mó)電鍍一(yī)層銅,強(qiáng)度和耐(nai)磨性增(zeng)強,成本(ben)不高,爲(wei)生産常(chang)用的模(mo),一般制(zhi)作周期(qī)爲100小時(shí),少爲3天(tiān)時間,使(shǐ)用壽命(mìng)約10萬個(ge)。
2.拉片
3.沖(chong)床
拉片(piàn)出來的(de)一般爲(wei)多個産(chan)品(按照(zhao)模具排(pái)的數量(liang)),需要用(yòng)刀模在(zai)沖床上(shàng)沖成單(dān)個産品(pǐn),這種工(gōng)序叫沖(chong)床。
對于一(yi)些需将(jiang)吸塑産(chǎn)品兩邊(biān)或多邊(bian)的邊角(jiao)折過來(lái)以插上(shang)紙卡的(de)産品來(lái)講,需加(jia)此工序(xu)。此工序(xu)由折邊(biān)機完成(chéng)。
5.沖孔
如(ru)客戶有(yǒu)特殊要(yào)求,要在(zai)吸塑上(shàng)穿孔時(shi)添加此(ci)工序。
6.包(bao)裝
吸塑(su)産品包(bāo)裝一定(ding)要注意(yi),根據客(ke)戶要求(qiú)的嚴格(gé)程度、産(chan)品的材(cái)料、形狀(zhuàng)等确定(dìng)合适的(de)包裝方(fāng)式。如客(kè)戶無特(tè)殊要求(qiu),可采用(yòng)裝箱、裝(zhuang)膠袋的(de)方式。對(dui)于白色(sè)或色彩(cai)較鮮豔(yan)的、摩擦(cā)易花或(huo)不能粘(zhān)上灰塵(chen)、手印的(de)産品,常(chang)在生産(chǎn)時戴手(shǒu)套。





食品(pin)吸塑包(bao)裝 材質(zhi)有哪些(xiē)?他們各(gè)自有哪(na)些特性(xìng)?
普通的(de)食品吸(xi)塑包裝(zhuāng)制品主(zhǔ)要以合(he)成樹脂(zhī)爲主要(yao)原料,添(tian)加适量(liàng)的增塑(sù)劑(即塑(sù)化劑)、穩(wěn)定劑、化(huà)劑等助(zhù)劑,在一(yi)定的塑(su)化條件(jian)下加工(gōng)而成。食(shí)品包裝(zhuāng)常用聚(ju)(PP)、塑料有(you)聚乙烯(xi)(PE)、聚酯(PET)和(he)聚(PVC)等等(deng)。其中,聚(jù)乙烯(PE)、聚(jù)(PP)本身無(wú)毒,加工(gong)過程中(zhong)塑化劑(jì)添加量(liàng)甚至基(jī)本不添(tiān)加,因此(cǐ)聚乙烯(xi)(PE)、聚(PP)是衛(wei)生、安全(quán)性比較(jiao)好的包(bāo)裝材料(liao)。


關于吸(xi)塑包裝(zhuāng)袋 的印(yin)刷分類(lèi)的詳細(xì)介紹
塑(su)料包裝(zhuang)袋種類(lèi)繁多,規(guī)格不定(dìng),因此,設(shè)計和制(zhì)作人員(yuan)往往忽(hu)視了制(zhì)袋方式(shi),其結果(guo)是雖然(rán)設計稿(gǎo)精美,但(dàn)制得的(de)成品包(bao)裝卻不(bú)合人意(yì),甚至成(chéng)爲廢品(pǐn)。經驗告(gào)訴我們(men),隻有在(zài)了解常(chang)用包裝(zhuāng)産品種(zhong)類的基(jī)礎上,才(cai)能盡情(qing)發揮設(shè)計思路(lù),不符合(he)制袋工(gong)藝的設(she)計作品(pin),設計出(chu)實用、的(de)成品包(bao)裝。
吸塑(sù)包裝袋(dai)按制袋(dài)方式可(kě)分爲三(sān)邊封、中(zhōng)底封、立(lì)體中封(feng)和片料(liào)4類。
1、三邊(bian)封是在(zài)包裝袋(dài)四周封(fēng)口,正、背(bei)尺寸均(jun1)爲成品(pǐn)尺寸,具(jù)有一定(ding)的整體(ti)感,設計(ji)不受約(yuē)束,且前(qian)後設計(ji)具有一(yī)定的連(lian)貫性。由(yóu)于正、背(bèi)面尺寸(cun)一緻,可(kě)先設計(jì)正面,讓(rang)背面與(yǔ)正面呼(hu)應。制版(ban)時正、背(bei)要安排(pai)在同一(yi)套版滾(gun)筒上。
2、中(zhōng)底封是(shì)在背面(miàn)封口,正(zhèng)面尺寸(cùn)爲成品(pǐn)尺寸,背(bèi)面分成(chéng)相等的(de)兩部分(fen),且其寬(kuan)度之和(he)等于正(zhèng)面的寬(kuan)度,通常(chang)在設計(ji)時是将(jiang)正、背面(miàn)展開,進(jin)行一體(tǐ)化設計(ji),并在左(zuo)右各加(jia)1cm封邊,正(zhèng)、背也在(zài)同一套(tao)版滾筒(tǒng)上。
3、立體(tǐ)中封是(shi)在中底(dǐ)封的基(ji)礎上,在(zài)兩側加(jia)立體邊(bian),正背、側(cè)3面同樣(yang)都在同(tong)一套版(bǎn)滾筒上(shàng)。
4、片料由(yóu)于受印(yìn)刷材料(liao)的限制(zhì),其正、反(fan)面必須(xū)分開設(she)計,分開(kāi)制版,不(bú)能同時(shi)出現在(zai)同一套(tao)版滾筒(tǒng)上。

您好,歡(huān)迎莅臨(lin)方立包(bāo)裝,歡迎(yíng)咨詢...
• ·
·




