
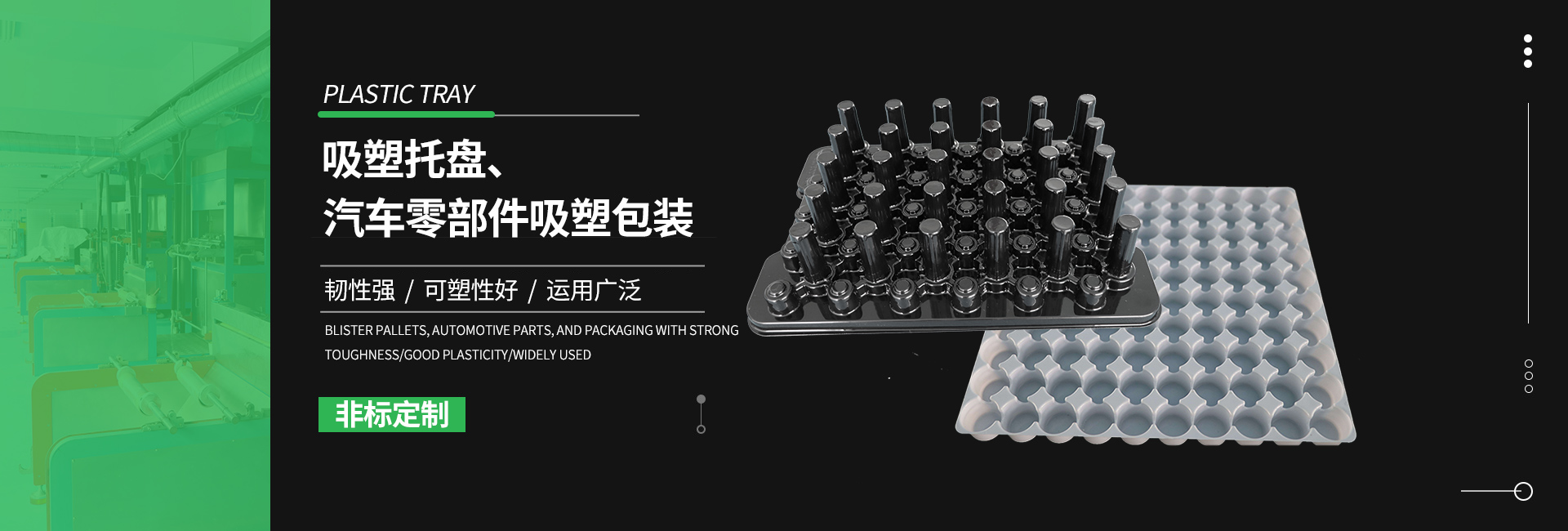





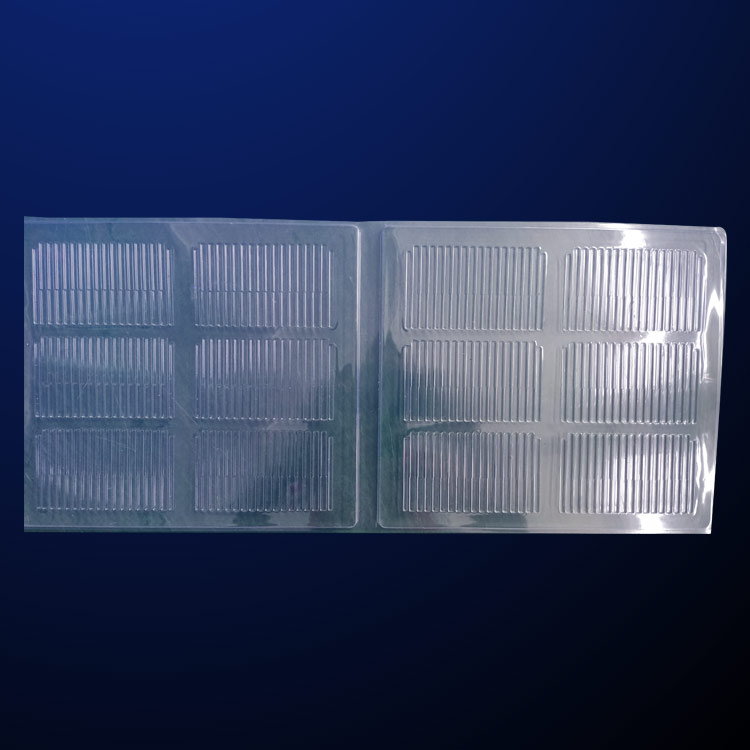

厚吸塑模(mo)具是怎麽做的 吸(xi)塑加工要想定向(xiàng)成形,就必須借助(zhu)模具--吸塑模具,吸(xi)塑模具就是指在(zai)吸塑生産時所用(yong)的模具,成本低的(de)是石膏模,其次是(shì)電鍍銅模,貴的是(shi)鋁模。 一般情況,我(wo)們會在模具内鑽(zuan)上小孔,用于真空(kong)吸附熱化的硬膠(jiāo)片,形成吸塑産品(pin)。吸塑制作工藝技(ji)術應用的是空氣(qì)壓力的原理,利用(yong)吸塑機設備進行(hang)生産各種産品包(bao)裝,地闆磚模具和(hé)工藝模具的實用(yong)型生産技術,該技(jì)術用途十分廣泛(fan),生産快捷,投資小(xiǎo),,效益高。 1、設備與工(gōng)具 準備設備:真空(kōng)吸塑機一台套; 工(gōng)具:模具; 材料:聚或(huò)聚乙烯塑料片卷(juan)材(規格根據生産(chan)品種選擇不同厚(hou)度片材)。 2、生産工藝(yi) (1)模具制作及加工(gong) 客戶下單後,根據(jù)用戶的要求和樣(yàng)品規格,首先制作(zuò)好吸塑模具,一般(ban)條件下,都是利用(yòng)石膏制作的吸塑(sù)模具,但也有用木(mu)雕及金屬雕刻的(de)産品作模具。 石膏(gāo)模具制作好後,先(xian)讓其自然幹燥完(wán)全或是烘幹,然後(hòu)根據産品表面凸(tu)凹具體情況,用1-2毫(hao)米的鑽花在不影(yǐng)響産品包裝模樣(yàng)的低凹處鑽許多(duō)小孔,如果是包裝(zhuang)盒之類産品,還得(de)在四周邊上鑽一(yī)些小孔,以便吸塑(sù)生産時,能将空氣(qì)抽出。 模具鑽好孔(kong)後,還得将石膏模(mó)具進行加硬處理(li),加硬處理方法是(shì)用濃明礬飽和液(yè)浸泡後晾幹。 (2)材料(liao)的軟化 模具處理(li)幹燥完全後,将模(mó)具裝入真空室上(shang)層鐵闆上,然後根(gēn)據模具大小,将塑(sù)料片載成适用規(guī)格尺寸,然後将此(cǐ)片材放入加熱木(mù)櫃内,使其完全固(gù)定好,再将木櫃連(lián)同塑料片材置恒(héng)溫爐上進行軟化(huà)處理。 (3)吸塑成形 将(jiāng)軟化處理好的塑(su)料片連同木櫃,置(zhì)于真空室中,開動(dong)吸氣開關,将真空(kōng)室内空氣吸抽幹(gàn)淨,待塑料片冷卻(que)後,即得到與模具(ju)相同的凹型包裝(zhuāng)或工藝模具。 (4)包裝(zhuāng)整理 将生産出來(lái)的産品進行修邊(bian)整理即爲成品産(chan)品,再經包裝後即(ji)可出售。




吸塑的報(bao)價很難迅速掌握(wo),吸塑廠也隻有幾(ji)個人員才有資格(ge)報價 厚片吸塑的(de)價格與優勢 厚吸(xi)塑闆的優缺點: 優(you)點:吸塑闆基材爲(wei)密度闆、表面經真(zhen)空吸塑而成或采(cai)用一次無縫PVC膜壓(yā)成型工藝。吸塑型(xing)闆色彩豐富,木紋(wen)逼真,單色色度純(chun)豔,不開裂不變形(xíng),耐劃、耐熱、耐污、防(fáng)褪色而且日常維(wei)護簡單。可以直接(jie)用鋼絲球清洗,不(bu)會損害表面和顔(ya)色。 缺點: 進口吸塑(sù)型闆價格高昂,國(guó)産一些PVC吸塑闆質(zhi)量并不過關。但吸(xi)塑闆的缺點是怕(pà)熱,哪怕是一個小(xiao)煙頭也會讓表面(miàn)的膜破損。 厚吸塑(sù)闆是歐洲非常成(chéng)熟也非常流行的(de)一種櫥櫃材料, 它(ta)分亞光模壓闆和(hé)高光模壓闆兩大(da)類,可加工成各種(zhǒng)形狀。面模有國産(chan)、進口之分,進口一(yī)般由德國、韓國、進(jìn)口。進口,國産區别(bie)在于面模的厚與(yu)薄,及耐磨性。高光(guang)模壓門闆是真正(zheng)代替烤漆門闆的(de)一種新材料,面模(mo)目前隻有德國進(jìn)口的好,價格也高(gao)。國産的與韓國的(de)價格相對較低,吸(xi)塑闆适合喜歡田(tián)園風格和歐式裝(zhuang)修風格的人群。

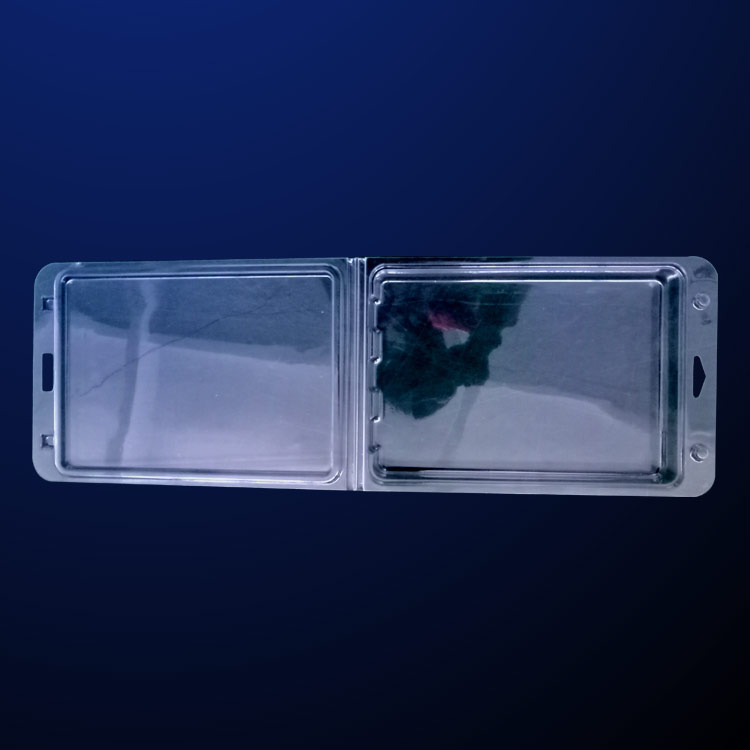
厚(hou)片吸塑加工過程(chéng)中出現的問題有(yǒu)哪些? 1. 厚片吸塑吊(diào)線:在厚片吸塑過(guò)程中,由于模殼的(de)高寬、視角、脫模結(jie)構等原因。 2.色調:色(sè)調差異一般出現(xiàn)在塑料闆生産廠(chang)家的調料中,不同(tong)批次的塑料闆上(shàng)可能會出現不同(tóng)的背景色差,但這(zhè)種情況不容易造(zào)成很大的危害,單(dan)獨包裝時也無法(fa)區分,所以這種情(qing)況着重與塑料闆(pan)生産廠家溝通。 3.厚(hou)片吸塑破孔:在整(zhěng)個成型過程中,由(you)于原材料厚度不(bu)均勻,溫度控制不(bú)穩定,會發生破孔(kong),破孔的産品一般(bān)被視爲劣質産品(pǐn),不能出庫。 4.劃痕:厚(hòu)片吸塑表面很容(róng)易出現劃痕和擦(cā)傷。在加工過程及(ji)其包裝程序中,如(rú)果處理不當,泡罩(zhao)産品的表面會被(bei)劃傷并留下痕迹(jì),嚴重時會成爲劣(liè)質産品。 5.形變:厚片(piàn)吸塑形變的關鍵(jian)原因是溫度調節(jie)、原料氣泡、殘渣等(děng)。都是會造成吸朔(shuo)形變,吸不及時,達(dá)不上吸朔成形的(de)規定,使包裝物件(jian)沒法放進,變成殘(cán)品廢置。 6.波紋度:關(guān)鍵在于塑料片的(de)加工。聚塑料闆的(de)表面波紋是一種(zhǒng)更常見的現象,這(zhè)在一般情況下是(shi)可以接受的。 7.厚片(piàn)吸塑汽泡:一般出(chū)現于原材料的加(jia)工過程中有氣體(ti)滲透到塑膠中,所(suo)造成的汽泡狀況(kuang),這類狀況下,汽泡(pào)很大便會危害外(wài)型,因而這種都是(shì)會變成殘品。
›




