





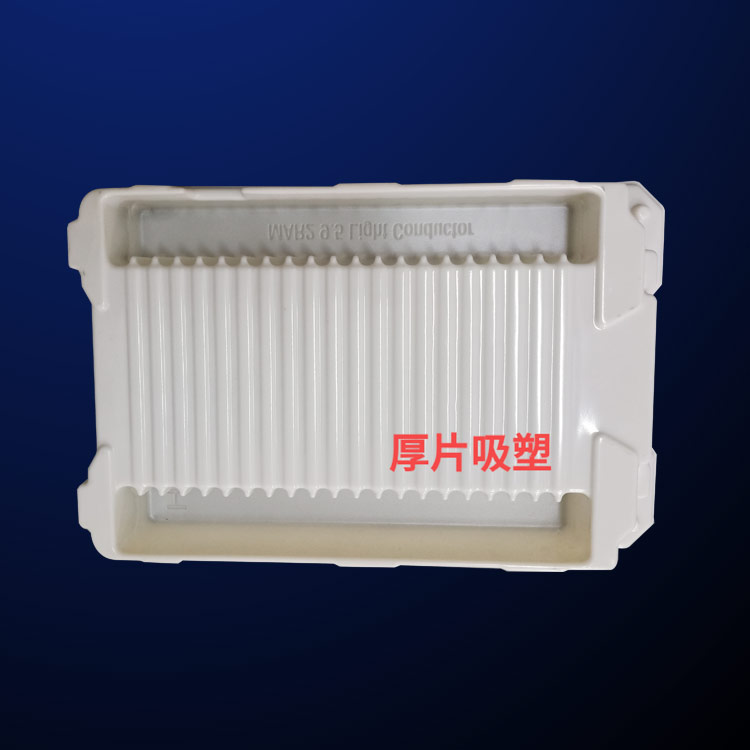

吸塑包裝(zhuang)盒制作步(bu)驟及定制(zhì)注意事項(xiang) 現在商品(pǐn)的包裝十(shi)分的重要(yào),因爲現在(zài)線上購物(wù)的發展,以(yǐ)及人們對(dui)商品需求(qiú)不斷美觀(guān)要求,導緻(zhì)物品也過(guo)度包裝,物(wu)品本身的(de)質量卻顯(xian)得不這麽(me)重要了。而(ér)塑料包裝(zhuāng)盒也是包(bāo)裝物品的(de)包裝産品(pǐn)之一,吸塑(sù)包裝盒注(zhu)塑成型是(shi)指将加熱(rè)熔化的原(yuán)料噴入模(mo)具中,冷卻(que)固化後,制(zhi)成成品的(de)方法。下面(mian)就和小編(biān)一起來想(xiang)看看詳細(xi)的步驟! 樹(shù)脂原料用(yòng)注塑機注(zhu)塑成型成(chéng)塑料制品(pǐn)的整個工(gong)作過程主(zhǔ)要包括以(yǐ)下九個步(bu)驟: 1.測量:爲(wèi)了形成大(da)小确定的(de)塑料零件(jiàn),須嚴格使(shǐ)用測量好(hǎo)吸塑包裝(zhuāng)的顆粒塑(sù)料; 2.塑化:爲(wei)了将塑料(liào)放入模腔(qiang),需要将其(qí)熔化,使其(qí)流入模腔(qiang); 3.注塑充模(mó):爲了将熔(róng)融塑料充(chong)入模腔,需(xū)要對熔融(róng)塑料進行(háng)注塑壓力(lì),充入模腔(qiāng); 4.保壓增密(mi):熔融塑料(liao)注入模腔(qiang)後,将因産(chǎn)品冷卻而(ér)收縮的所(suo)需材料補(bǔ)充到模腔(qiang)中; 5.産品冷(lěng)卻:保壓後(hòu),吸塑進入(ru)冷卻定型(xing)階段; 6.開模(mo):吸塑産品(pin)冷卻成型(xing)後,注塑機(ji)的合模裝(zhuang)置帶動模(mo)具分離動(dong)模和定模(mo)部分; 7.頂部(bu):利用注塑(sù)機的頂部(bu)部件将塑(sù)件頂出; 8.取(qǔ)件:用人力(lì)或機械手(shǒu)取出塑料(liao)零件和澆(jiāo)注系統的(de)冷凝材料(liào); 9.閉模:閉合(hé)注塑機中(zhōng)的合模裝(zhuang)置,鎖定模(mó)具。





随着行(háng)業的不斷(duàn)升級,對吸(xi)塑産品的(de)質量要求(qiú)也在提高(gao)。粗加工、開(kai)放式車間(jiān)的生産已(yǐ)經不能滿(mǎn)足日益精(jing)益生産的(de)需求,吸塑(sù)無塵車間(jiān)應運而生(sheng)。 吸塑工藝(yi)流程爲塑(sù)料片-切割(ge)-片固定-加(jiā)熱-成型-脫(tuō)模-切邊-成(cheng)品。了解了(le)基礎技術(shu),對吸塑無(wú)塵車間的(de)結構有了(le)大緻的了(le)解。 吸塑行(háng)業,尤其是(shi)吸塑包裝(zhuāng),食品和電(dian)子行業,爲(wèi)了獲得客(ke)戶的信任(rèn)和認可,生(shēng)産車間須(xu)達到10萬以(yi)上的清潔(jié)度水平,并(bìng)在這種清(qing)潔度條件(jiàn)下保持安(ān)全生産。 根(gēn)據吸塑行(háng)業無塵車(chē)間的特點(dian),其潔淨車(chē)間一般爲(wèi)10萬級,須滿(man)足以下要(yào)求:沉積物(wu)顆粒爲1-10微(wēi)米;氣溫:夏(xià)季24-26℃,冬季20-22℃;潔(jié)淨區與零(líng)潔淨區的(de)氣壓差不(bú)小于5Pa,潔淨(jing)區與室外(wai)的氣壓差(chà)小于15Pa;照度(du)200Lx;噪聲标準(zhun)小于70Db,耐火(huo)ji限不小于(yu)0.6小時。 目前(qian)吸塑無塵(chén)車間的生(sheng)産特點是(shì)人多,所需(xū)新風量比(bǐ)較大。根據(jù)下列值,應(yīng)取下列zui大(da)值;非單向(xiang)流潔淨室(shi)總輸送重(zhong)量的12-14個點(dian);彌補室内(nèi)排風和室(shì)内正壓所(suo)需的新風(fēng)量,保證每(měi)小時新風(fēng)量≥40m3/h。
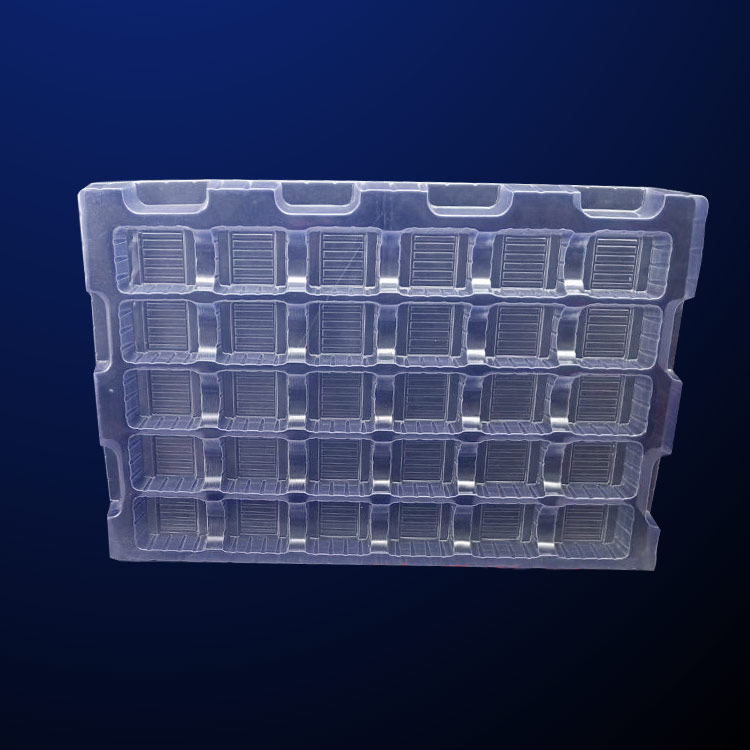
吸塑包(bāo)裝的托盤(pan)的生産步(bu)驟 吸塑托(tuo)盤是采用(yòng)塑料成型(xing)工藝生産(chan)出來的産(chǎn)品,主要用(yòng)于汽車後(hòu)備箱裏。常(chang)用的有:周(zhōu)轉托盤、防(fang)靜電托盤(pan)、PS吸塑托盤(pan)等。 生産加(jia)工: 1、先打樣(yàng),制作出成(cheng)型輪廓後(hòu)放到吸塑(sù)打版機上(shàng)成型泡殼(ke)毛胚。 2、用配(pei)好的吸塑(su)石膏倒入(ru)泡殼毛胚(pei)中,而風幹(gan)後形成石(shi)膏毛胚。 3、用(yong)電動銑床(chuáng)對石膏毛(mao)胚和規則(ze)形狀進行(háng)深加工。 吸(xi)塑托盤生(sheng)産注意事(shì)項: 吸塑托(tuo)盤的制作(zuo)包括了産(chǎn)品的設計(ji)、模具制作(zuo)、沖床裁邊(bian)、檢查出貨(huo)等一系列(lie)流程,這才(cai)是一個完(wán)整的工作(zuò)程序。爲了(le)能起到美(měi)化作用,要(yào)能體現包(bāo)裝物的特(tè)點和發揮(huī)包裝的作(zuo)用就要經(jing)過精心的(de)設計構思(sī)。 生産時則(ze)要多加注(zhu)意産品所(suǒ)需的質量(liàng)要求,通過(guo)多個不同(tong)的環節,從(cóng)成型機的(de)質量控制(zhi)到自動流(liú)水線生産(chan)。 在線上的(de)細心查看(kan),在生産過(guo)程當中品(pin)檢人員需(xu)要時刻去(qu)做檢查。成(chéng)型之後的(de)吸塑托盤(pán)有可能會(huì)存在一些(xie)缺陷和不(bu)良現象,這(zhe)時候就要(yào)加以整修(xiu),保障産品(pin)的出産品(pin)質。
›




