






一般(bān)多個産(chan)品從拉(la)片出來(lai)(根據模(mó)具排數(shu)),單個産(chan)品需要(yao)用刀模(mó)在沖床(chuang)上沖壓(yā)。這個過(guo)程叫做(zuò)打孔。 對(dui)于一些(xiē)需要将(jiang)吸塑産(chǎn)品兩側(ce)或側面(miàn)的邊角(jiǎo)折疊起(qi)來插入(ru)紙卡的(de)産品,就(jiù)需要這(zhè)個過程(cheng)。這個過(guò)程是由(yóu)翻邊機(ji)完成的(de)。如果客(kè)戶有特(tè)别要求(qiu),在刺破(po)吸塑時(shi)應增加(jiā)此工序(xu)。 注意吸(xī)塑産品(pǐn)的包裝(zhuāng),根據客(ke)戶要求(qiú)的嚴格(ge)程度,産(chǎn)品的材(cai)質和形(xíng)狀,确定(ding)合适的(de)包裝方(fāng)式。如果(guǒ)客戶沒(mei)有特别(bié)要求,可(ke)以使用(yong)包裝或(huò)塑料袋(dài)。對于吸(xī)塑包裝(zhuāng)白色或(huo)顔色鮮(xiān)豔,容易(yi)摩擦或(huò)粘不上(shang)灰塵或(huo)指紋的(de)産品,生(sheng)産時往(wang)往要戴(dài)手套。 材(cai)料的特(te)性一般(ban)都是防(fang) 靜電的(de)。防 靜電(diàn)材料通(tong)過浸泡(pào)或添加(jia)防 靜電(dian)成分制(zhi)成,後者(zhě)具有持(chí)久的防(fang) 靜電性(xing)能。抗 靜(jing)電材料(liào)的靜電(diàn)值一般(bān)可以達(da)到106~1012ω。此外(wai),它是環(huán)保的,其(qí)中APET是zui環(huan)保的,PVC可(kě)以回收(shōu)。一般來(lai)說,材料(liao)越厚,加(jiā)熱時間(jian)越長,生(sheng)産速度(du)越慢。材(cái)料越薄(bao),生産速(su)度越快(kuai),但一卷(juan)的長度(dù)越長。 吸(xī)塑包裝(zhuang)的使用(yong)壽命與(yu)日常保(bao)養密切(qie)相關。吸(xi)塑包裝(zhuāng)定期維(wei)護可以(yi)減少氣(qi)力輸送(song)機械的(de)故障,避(bi)免不要(yào)的風險(xian),延長設(she)備的使(shǐ)用壽命(mìng)。




吸塑包(bao)裝平滑(huá)度與呈(chéng)色效果(guo)的關系(xì) 吸塑平(píng)滑度是(shi)評價包(bao)裝盒表(biao)面凹凸(tū)程度的(de)技術指(zhi)标,是表(biao)示包裝(zhuāng)盒表面(miàn)平整、光(guāng)滑和均(jun)勻程度(dù)的物理(lǐ)量,即在(zài)一定的(de)真空條(tiáo)件下,使(shǐ)一定容(róng)積的空(kōng)氣,從一(yī)定壓力(li)下的包(bao)裝盒測(cè)試樣表(biao)面與光(guāng)滑玻璃(li)表面之(zhi)間流過(guò)所需要(yao)的時間(jiān)來衡量(liang),其單位(wei)用秒表(biǎo)示。秒數(shù)越高包(bāo)裝盒的(de)平滑度(dù)越好。包(bāo)裝盒平(píng)滑度越(yuè)好,印刷(shuā)時紙面(mian)與印版(ban)間的接(jiē)觸,也就(jiù)越均勻(yún)和完整(zhěng),版面(凸(tū)版)或橡(xiàng)皮布上(shang)的墨層(ceng)轉移也(ye)越充分(fen),印品呈(chéng)色效果(guo)也越好(hao)。 反之,平(ping)滑度差(chà)的包裝(zhuang)盒,油墨(mò)轉移不(bú)均勻,不(bu)充分,且(qie)紙面對(duì)墨量的(de)滲透性(xìng)強,呈色(se)效果也(ye)就差,往(wang)往容易(yi)使印品(pin)墨色發(fā)花、發淡(dan)。所以,印(yìn)刷精細(xi)的産品(pǐn),網線越(yuè)細、網點(diǎn)直徑越(yue)小,越應(ying)采用平(píng)滑度好(hǎo)的包裝(zhuang)盒印刷(shua),這樣才(cai)能使原(yuan)稿再現(xian)性好。 吸(xi)塑PVC、PTE、PP作爲(wèi)印刷的(de)主要原(yuan)材料,它(ta)的性能(neng)如何,決(jué)定印刷(shuā)墨色的(de)質量。隻(zhi)有性能(neng)好的原(yuan)材料,才(cái)能獲得(de)較好的(de)印品呈(chéng)色效果(guo)。所以,正(zheng)确認識(shi)包裝盒(he)性能與(yǔ)印品呈(cheng)色的關(guān)系,根據(ju)印刷産(chan)品、工藝(yi)條件特(te)點,合理(li)選擇包(bao)裝盒進(jin)行印刷(shua),對提高(gao)産品質(zhì)量具有(yǒu)重要的(de)現實意(yì)義。

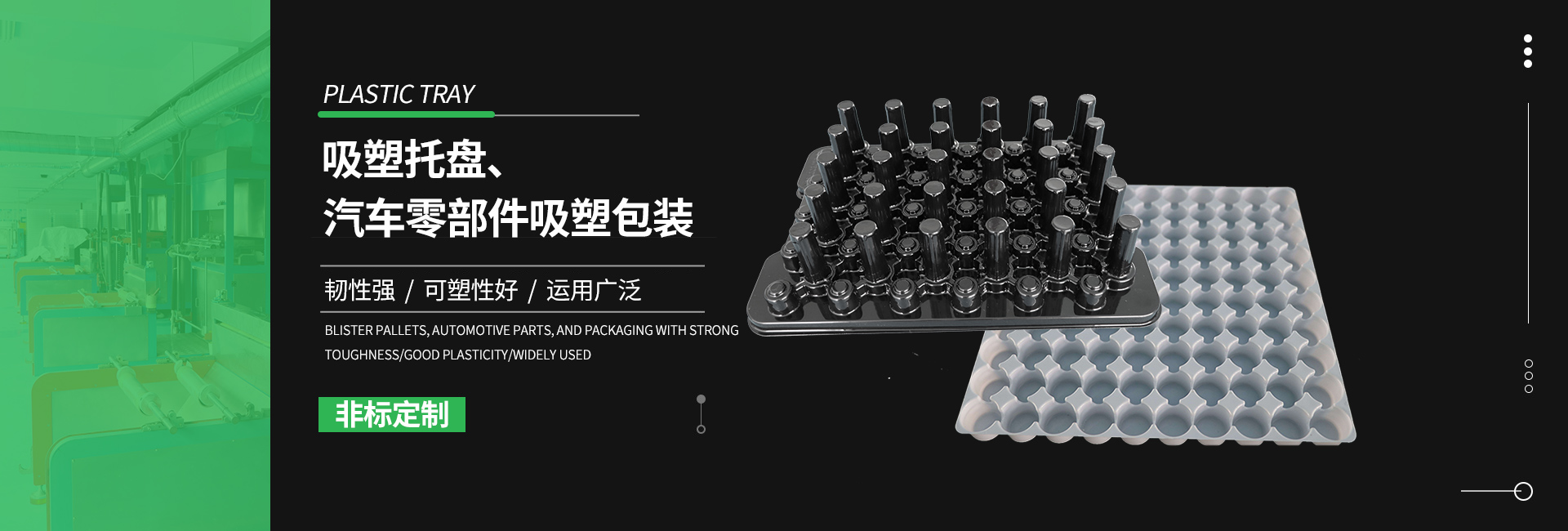
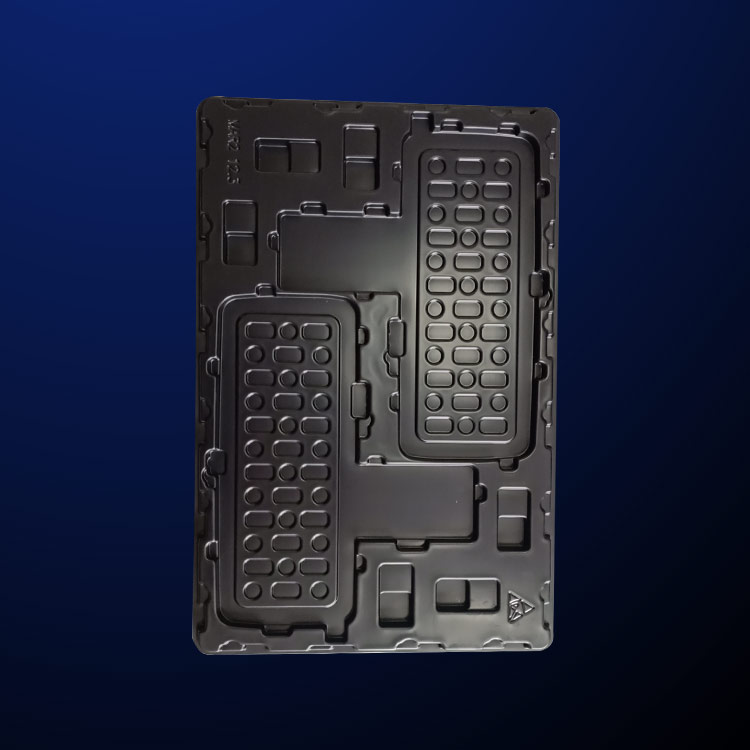
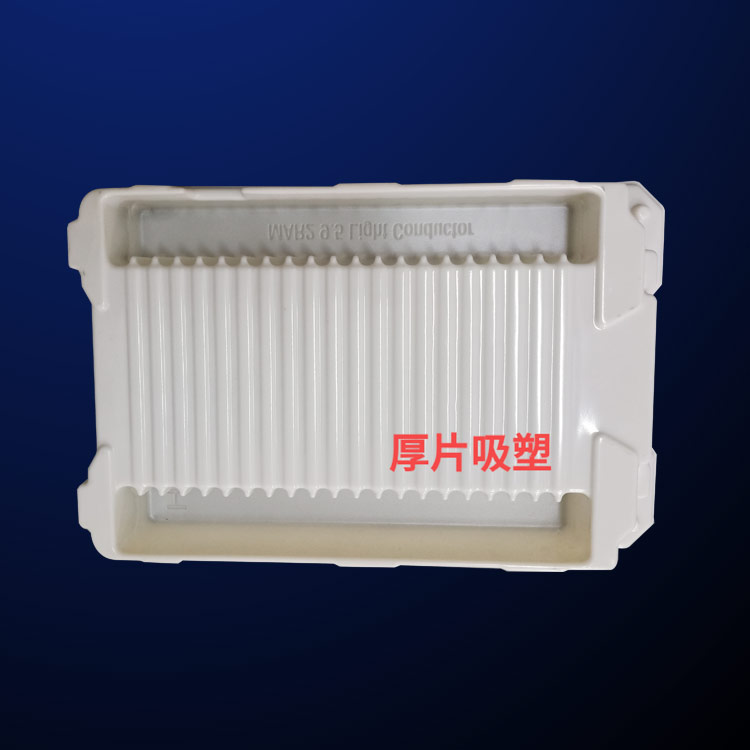
吸塑(su)包裝吸(xī)塑常用(yòng)四道工(gōng)序知識(shi)是什麽(me)? 吸塑裁(cai)切:吸塑(sù)成型後(hòu)的塑料(liào)産品,經(jīng)過沖床(chuáng),将大張(zhang)的片材(cai)用刀模(mó)分切成(cheng)單個産(chǎn)品。也叫(jiào)下料,裁(cai)斷,模切(qie)等。 吸塑(sù)折邊:吸(xī)塑包裝(zhuāng)品中有(yǒu)一種叫(jiào)插卡包(bāo)裝,需要(yào)将泡殼(ké)的三個(gè)邊用折(shé)邊機折(shé)到背後(hòu),以便在(zai)下一道(dào)封裝工(gōng)序中,将(jiang)紙卡插(cha)入折邊(bian)内,形成(chéng)插卡包(bāo)裝。 吸塑(su)劃痕:吸(xi)塑成品(pǐn)上特别(bie)是透明(ming)泡殼上(shang)帶有劃(huà)傷的痕(hen)迹,如果(guǒ)痕迹太(tai)長,太大(dà),泡殼就(jiù)成了次(cì)品,無法(fa)用于包(bao)裝。 吸塑(su)拉線:吸(xī)塑成型(xing)生産時(shi)産生的(de)一些不(bu)應有的(de)線條突(tū)起(模具(ju)上沒有(you)的),需要(yao)重新修(xiu)改模具(ju)(降低高(gāo)度和增(zeng)加園滑(hua)度)和增(zēng)加額外(wai)的壓力(lì)模具(我(wǒ)們稱之(zhi)爲上模(mo))來解決(jue)。拉線過(guò)大時,被(bei)看作是(shi)次品,無(wu)法用于(yu)吸塑包(bāo)裝,但在(zai)零部件(jian)周轉托(tuō)盤領域(yu),隻要拉(la)線排列(liè)整齊,不(bú)影響使(shi)用功能(neng),應視爲(wei)合格品(pin)。拉線又(you)稱之爲(wèi):拉丘,抽(chou)筋等。

›
• ·




