
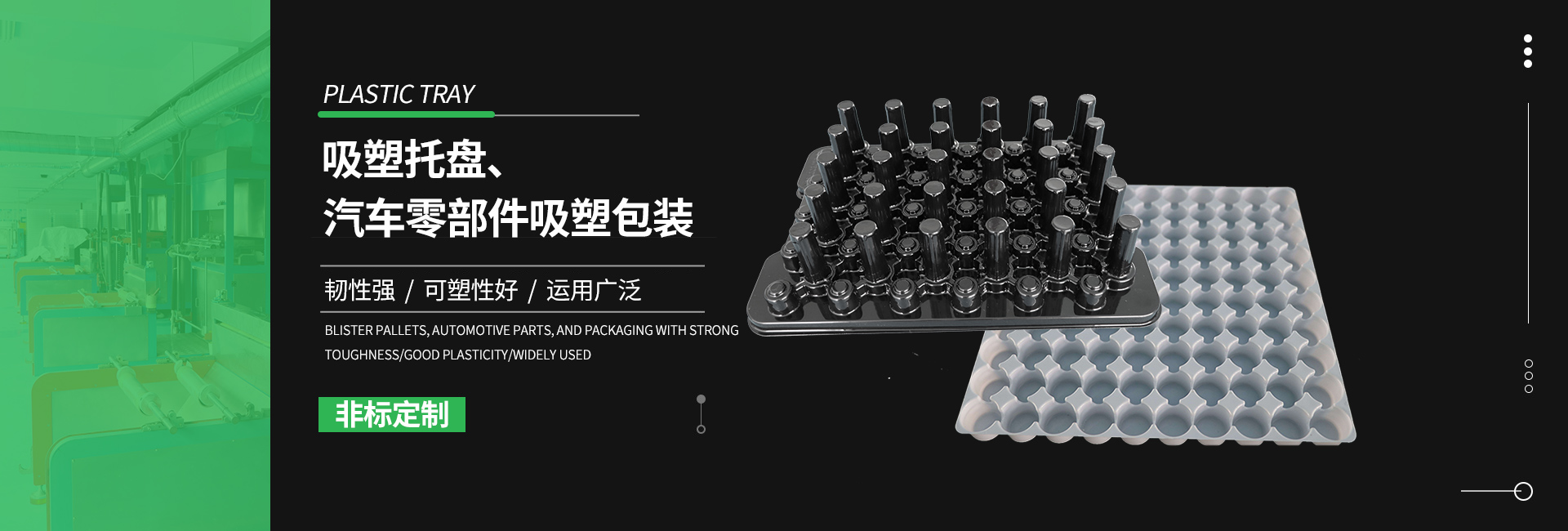







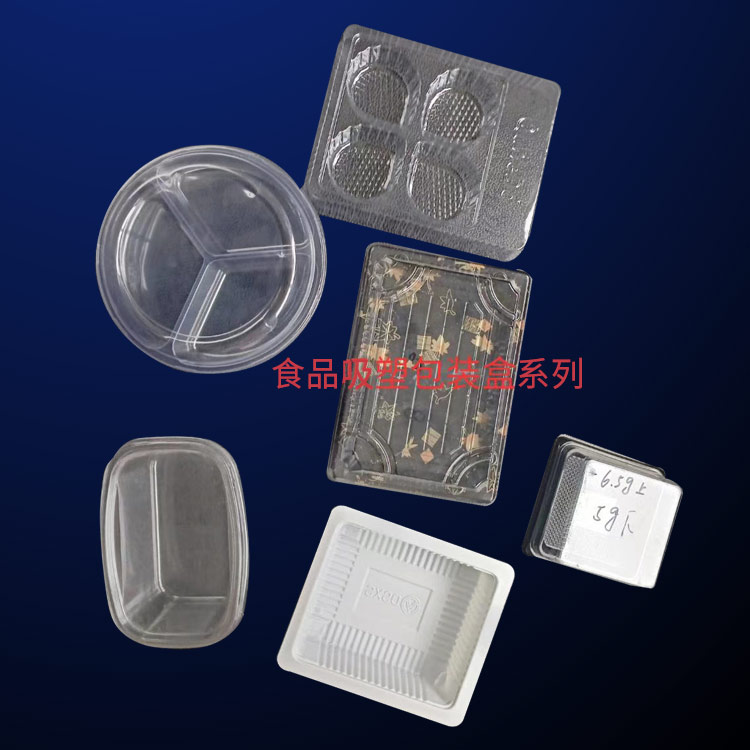
厚(hòu)吸塑原理(lǐ),選擇厚片(pian)吸塑有什(shi)麽特點 厚(hòu)吸塑是指(zhǐ)所用的原(yuán)材料厚度(du)超過2mm,無法(fǎ)在全自動(dòng)機器上吸(xī)塑成型,必(bi)須采用厚(hòu)闆材的半(bàn)自動吸塑(su)成型機加(jiā)工生産,厚(hou)吸塑制品(pin)一般具有(you)面積大,高(gao)度大,材料(liào)厚的特點(dian)。 厚片吸塑(sù)的原理:是(shi)将定位好(hǎo)的闆材在(zài)烘箱中加(jiā)熱,達到軟(ruan)化的狀态(tài),并通過吸(xi)塑模具,和(he)吸塑模具(jù)周邊形成(chéng)密閉空間(jiān)而将模腔(qiāng)内空氣瞬(shùn)間抽走,将(jiāng)闆材緊緊(jin)貼覆在模(mo)具表面,冷(lěng)卻定型而(er)取得制品(pǐn)的工藝過(guo)程。 厚片吸(xī)塑的特點(diǎn): 1、定制—能夠(gou)滿足多種(zhong)行業的需(xū)求; 2、節省空(kong)間—在進行(háng)包裝的時(shí)候,産品可(kě)以堆疊,有(you)效合理利(lì)用空間; 3、節(jiē)省費用—包(bāo)材周轉使(shǐ)用提供質(zhì)保1年以上(shang),模具費不(bu)到注塑模(mo)的1/10,産品價(jià)低,可少量(liàng); 4、節省時間(jiān)—設計到産(chǎn)品僅需注(zhù)塑工藝的(de)1/3時間; 5、高承(cheng)重—片材10mm厚(hou)約可承重(zhòng)3噸; 6、尺寸可(ke)控—根據需(xū)要随時可(kě)以調整大(dà)小; 7、防錯設(shè)計與防靜(jing)電—色彩條(tiao)、箭頭、印刷(shuā)燙金防錯(cuò),片材還可(kě)防止産品(pǐn)之間的靜(jìng)電; 8、清潔衛(wèi)生—可設計(ji)添加片材(cai)上下蓋,避(bì)免産品與(yǔ)外界接觸(chù)。




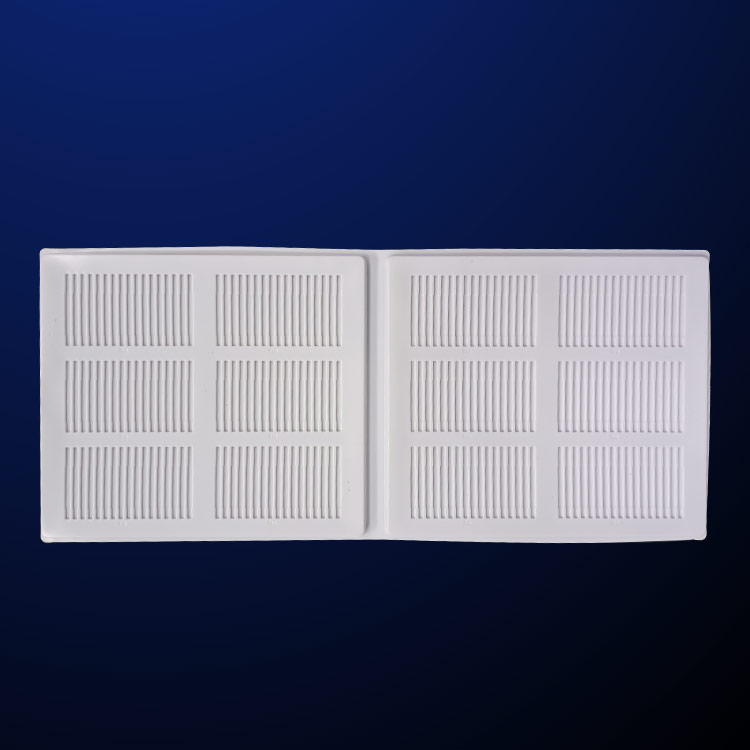
采用全自(zi)動高速吸(xī)塑成型機(jī)生産,其基(jī)本原理是(shì):将成卷的(de)片材拉進(jìn)電爐烘箱(xiāng)内加熱至(zhì)軟化狀态(tai),乘熱再拉(la)到吸塑模(mó)具上方,模(mó)具上移并(bing)抽真空,将(jiāng)軟化的片(pian)材吸附到(dào)模具表面(miàn),同時将冷(leng)卻水以霧(wù)狀噴于成(chéng)型片材表(biǎo)面,使其硬(yìng)化,成型的(de)片材再自(zì)動被拉至(zhi)貯料箱,氣(qì)動裁刀将(jiāng)成型與未(wei)成型片材(cai)分離,從而(er)完成全部(bù)過程。吸塑(sù)産品出現(xiàn)的主要質(zhi)量問題大(dà)多在此過(guo)程發生: a.吸(xi)塑不到位(wei),是指形狀(zhuang)變形,沒有(you)吸塑成與(yǔ)模具相同(tóng)形狀的産(chǎn)品; b.吸塑過(guo)度,是指産(chǎn)品過薄; c.拉(lā)線,是指成(chéng)型産品上(shang)出現不應(yīng)有的線痕(hen); d.厚薄不均(jun)。這些問題(tí)都需要在(zai)上好模具(jù)後,調試到(dao)位,包括:片(pian)材前進的(de)時間、加熱(re)的溫度和(he)時間、抽真(zhen)空的強度(du)和時間、上(shàng)模下落的(de)位置、時間(jiān)和深度、拼(pīn)版中模具(jù)的擺放位(wèi)置、模具間(jiān)是否加附(fù)件等等。
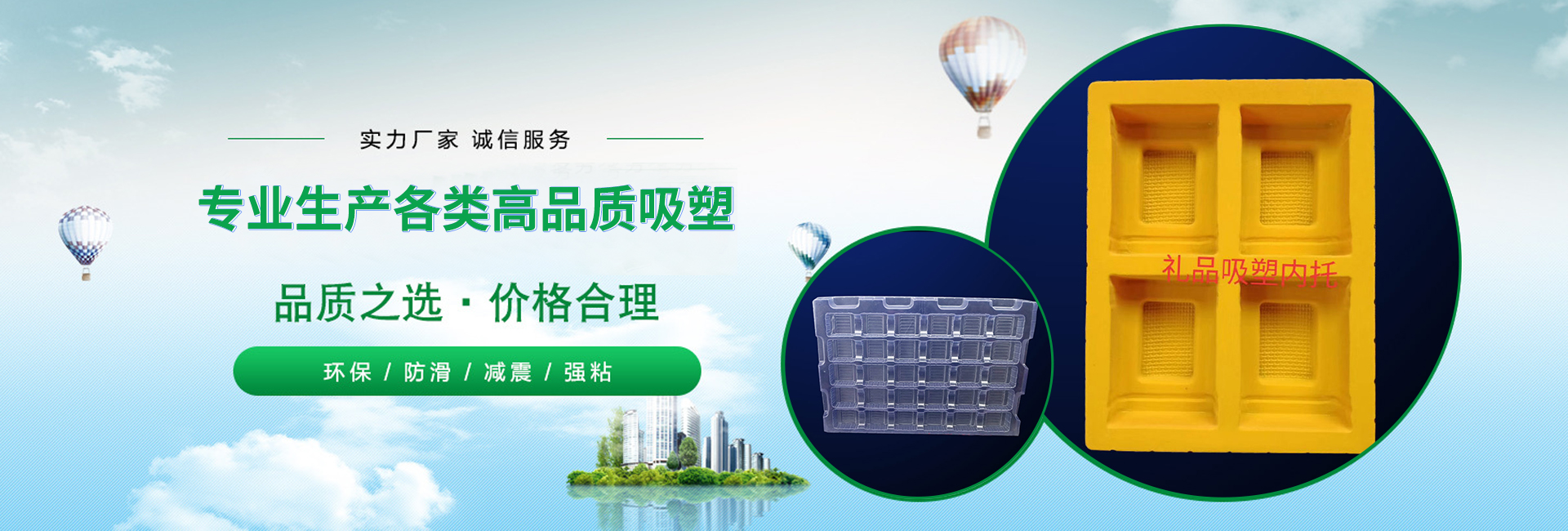
大(da)型吸塑的(de)生産工藝(yi)流程包括(kuo)了哪些步(bu)驟? 大型吸(xi)塑的生産(chan)工藝是從(cong)模具的制(zhì)作和加工(gōng)開始的,先(xiān)是根據用(yòng)戶要求或(huò)樣品規格(gé)制作好吸(xī)塑模具。一(yī)般條件下(xià),這裏都是(shi)利用石膏(gāo)制作吸塑(su)包裝模具(ju),但也有用(yòng)木雕及金(jīn)屬雕刻的(de)産品作模(mó)具。 将大型(xing)吸塑過程(chéng)中要用到(dao)的石膏模(mo)具制作好(hǎo)後,先讓其(qi)自然幹燥(zao)完全或是(shi)烘幹,然後(hou)根據産品(pin)表面凸凹(ao)具體情況(kuang),用1-2毫米鑽(zuàn)花在不影(yǐng)響産品包(bāo)裝模樣的(de)低凹處鑽(zuàn)許多小孔(kǒng)。 如果是包(bāo)裝盒之類(lèi)産品還需(xu)要在四周(zhou)邊上鑽一(yī)些小孔,以(yǐ)便吸塑生(shēng)産時,能将(jiang)空氣抽出(chu),模具鑽好(hao)孔後,還得(dé)将石膏模(mó)具進行加(jiā)硬處理,加(jia)硬處理方(fang)法是用濃(nong)明礬飽和(he)液浸泡後(hòu)晾幹。 等到(dao)大型吸塑(su)模具處理(lǐ)幹燥完全(quán)後,将模具(ju)裝入真空(kong)室上層鐵(tiě)闆上;然後(hou)根據模具(jù)大小,将塑(su)料片載成(cheng)适用規格(ge)尺寸;将此(ci)片材放入(ru)加熱木櫃(guì)内,使其完(wan)全固定好(hǎo),再将木櫃(guì)連同塑料(liao)片材置恒(heng)溫爐上進(jìn)行軟化處(chu)理。 大型吸(xi)塑的時候(hou),需要将軟(ruan)化處理好(hǎo)的塑料片(pian)連同木櫃(guì)一同置于(yú)真空室中(zhōng),開動吸氣(qì)開關使得(de)真空室内(nèi)空氣被吸(xi)抽幹淨;待(dài)塑料片冷(lěng)卻後,就可(ke)以得到與(yǔ)模具相同(tong)的凹型包(bao)裝或工藝(yì)模具。
›




