





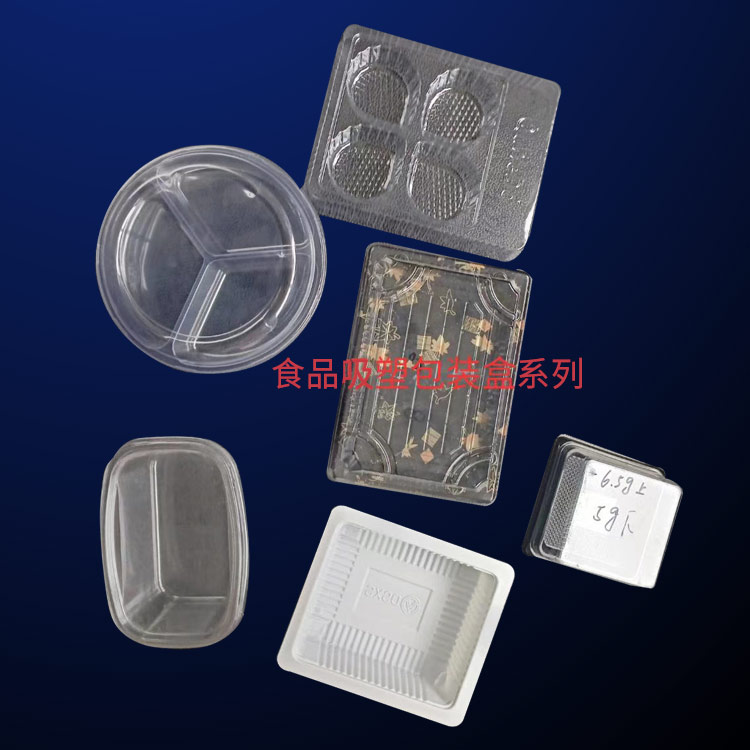

厚片(pian)吸塑的工藝流程(cheng) 厚闆吸塑也叫厚(hou)片吸塑,就是所謂(wèi)的吸塑厚度超過(guò)2mm的闆材,該工藝無(wu)法在全自動機器(qì)上吸塑成型,必須(xu)采用厚闆材的半(bàn)自動吸塑成型機(ji)加工生産的技術(shu)。 厚片吸塑生産的(de)大緻流程如下: 一(yi)般,我們的厚片吸(xī)塑的生産工藝是(shi)從模具的制作和(hé)加工開始的。 首先(xiān),根據客戶的要求(qiu)和樣品規格制作(zuò)好吸塑模具。一般(bān)的條件下,我們會(hui)選用石膏模打樣(yàng),待客戶确定樣品(pin)和工藝後,後面我(wǒ)們可以選用木模(mó)、銅模或鋁模作模(mo)具。 以石膏模具爲(wèi)例,将大型吸塑過(guo)程中要用到的石(shí)膏模具制作好後(hou),先讓其自然幹燥(zào)完全或是烘幹,然(rán)後根據産品表面(mian)凸凹具體情況,用(yòng)1-2毫米的鑽花在不(bú)影響産品包裝模(mó)樣的低凹處鑽許(xu)多小孔。 如果是包(bao)裝盒之類産品還(hái)需要在四周邊上(shang)鑽一些小孔,以便(biàn)吸塑生産時,能将(jiang)空氣抽出,模具鑽(zuan)好孔後,還得将石(shi)膏模具進行加硬(ying)處理,加硬處理方(fang)法是用濃明礬飽(bǎo)和液浸泡後晾幹(gàn)。 等到大型吸塑模(mo)具處理幹燥完全(quán)後,将模具裝入真(zhēn)空室上層鐵闆上(shàng);然後根據模具大(da)小,将塑料片載成(cheng)适用規格尺寸;将(jiang)此片材放入加熱(rè)木櫃内,使其完全(quán)固定好,再将木櫃(guì)連同塑料片材置(zhì)恒溫爐上進行軟(ruan)化處理。 大型吸塑(su)的時候,需要将軟(ruan)化處理好的塑料(liao)片連同木櫃一同(tong)置于真空室中,開(kāi)動吸氣開關使得(dé)真空室内空氣被(bèi)吸抽幹淨;待塑料(liao)片冷卻後,就可以(yǐ)得到與模具相同(tong)的凹型包裝或工(gōng)藝模具。





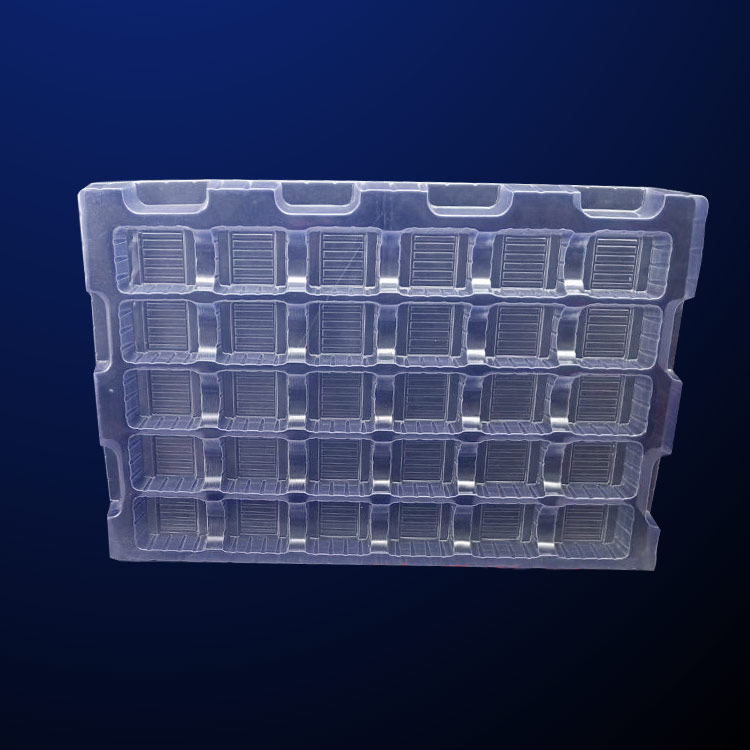
樣品被客(ke)戶認可後,通常會(hui)下一定數量的生(sheng)産訂單。生産調度(du)會根據産量、吸塑(su)成型的複雜程度(dù)決定采用哪種模(mo)具量産:采用石膏(gao)模生産,模具制作(zuò)過程類似于吸塑(su)打樣,優點在于生(shēng)産周期短,成本低(dī),制作一整版(60X110cm)模具(jù)隻需一到兩天時(shí)間,不足之處在于(yu)吸塑成品表面粗(cū)糙,生産中模具容(rong)易碎裂,耐用性差(chà)無法成型深度大(da)、複雜度高、片材厚(hòu)的産品。采用電鍍(du)銅模,其工藝是将(jiāng)打好樣的泡殼表(biǎo)面噴上一層導電(dian)劑,再放入電解槽(cáo)内鍍上厚厚的銅(tong)層,電鍍過程需要(yào)72小時,接着要對銅(tóng)模進行灌石膏(增(zeng)加硬度)、抛光、打氣(qì)眼處理,采用電鍍(dù)銅模生産的優點(diǎn)是吸塑制品表面(mian)光滑,成本适中,耐(nài)用性适中,缺點是(shi)模具制作周期長(zhang),無法完成精密吸(xi)塑制品的生産。采(cai)用吸塑鋁模生産(chǎn),模具制作需要先(xiān)采用電腦設計圖(tú)紙,再采用CNC數控銑(xǐ)床加工,優點是制(zhì)作周期适中,後期(qī)模具處理時間短(duǎn)(鑽氣眼工作在CNC加(jiā)工時完成),吸塑産(chǎn)品尺寸精度高,模(mo)具耐用性強,缺點(dian)是成本高。由于全(quan)自動高速吸塑成(cheng)型機的成型範圍(wéi)是66X110cm左右,所以不管(guǎn)是石膏模、銅模還(hái)是鋁模,都需要将(jiang)單個的模具拼在(zai)一起,達到成型尺(chi)寸,我們都稱這個(ge)過程爲拼版,需要(yao)拼在打好氣孔的(de)鋁闆或木闆上,拼(pin)好後的整版模具(jù)我們稱之爲底模(mó)。對于吸塑成型深(shen)度大的産品,還需(xū)要制作上模,在底(dǐ)模将片材真空吸(xī)成型的同時,從片(piàn)材上方施加壓力(li),将片材均勻地拉(la)伸到每一個部位(wei),否則會引起局部(bù)厚度過薄。生産模(mo)具的整個制作周(zhōu)期應爲5至7天。

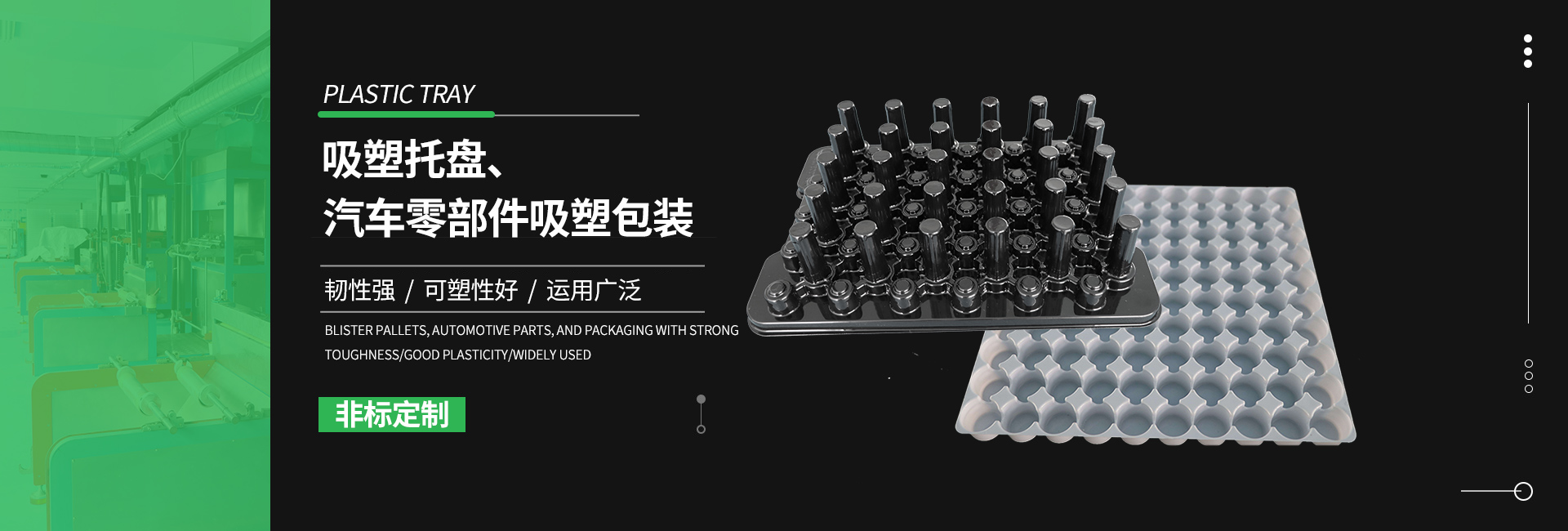
厚片(piàn)吸塑工藝可以應(yīng)用在客車儀表台(tai)上 厚片吸塑成型(xing)按工藝可分爲闆(pǎn)材吸塑和軟質表(biǎo)皮吸塑兩種。厚片(piàn)吸塑用的材料主(zhǔ)要是-丁二烯-(ABS)闆材(cái),有小部分零件用(yòng)有機玻璃(PMMA)闆材。客(ke)車的駕駛室左右(yòu)兩側的内闆、頂部(bu)内闆、後部内闆以(yi)及一些電器箱蓋(gài)闆及其他蓋闆用(yong)的都是ABS闆材成型(xíng)。現在還有一種趨(qū)勢就是用複合ABS闆(pǎn)材代替一般ABS闆材(cái),複合ABS闆材就是在(zai)闆材上加一層發(fā)泡的聚或聚材料(liào),一起滾壓成帶皮(pí)紋或手感像真皮(pí)的闆材。要求透明(ming)的儀表台的音響(xiang)蓋闆,要求防老化(hua)的車身外的透氣(qì)格栅,一般用的是(shi)都有機玻璃成型(xing)。軟質表皮厚片吸(xi)塑工藝主要用在(zài)客車儀表台上,基(ji)體一般是玻璃鋼(gāng)件(FRP),在玻璃鋼件上(shang)開吸氣孔吸表皮(pí),表皮的材料主要(yao)有聚加發泡聚(PVC/PPF)複(fu)合材料。
›




