
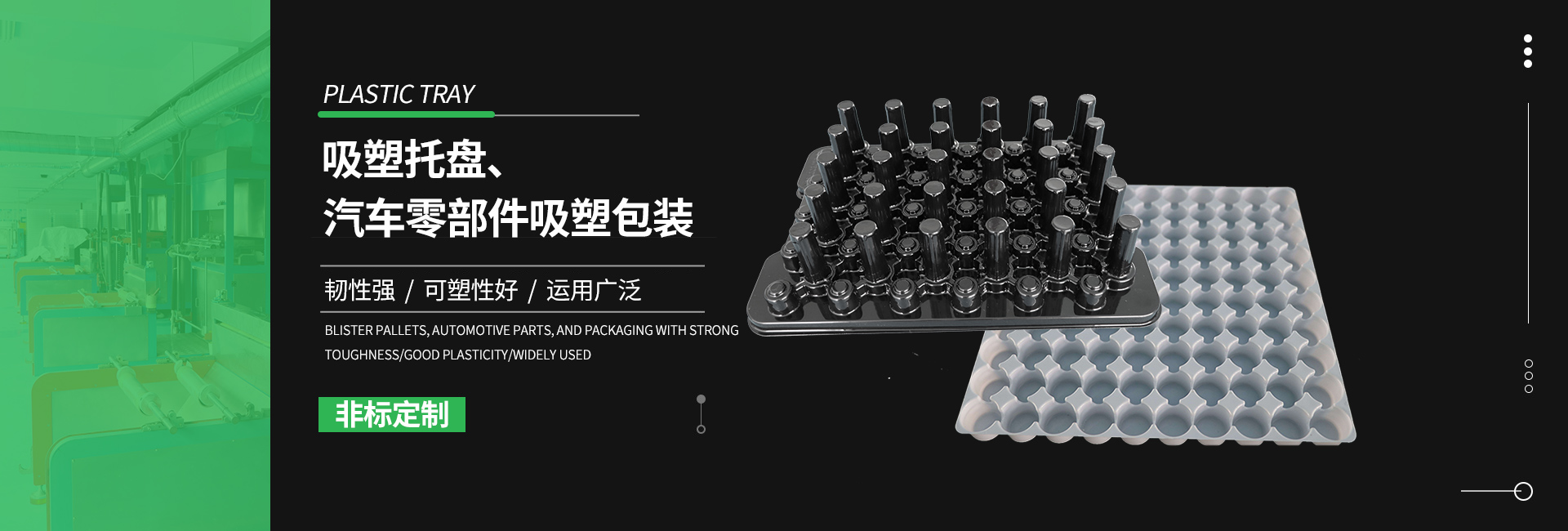







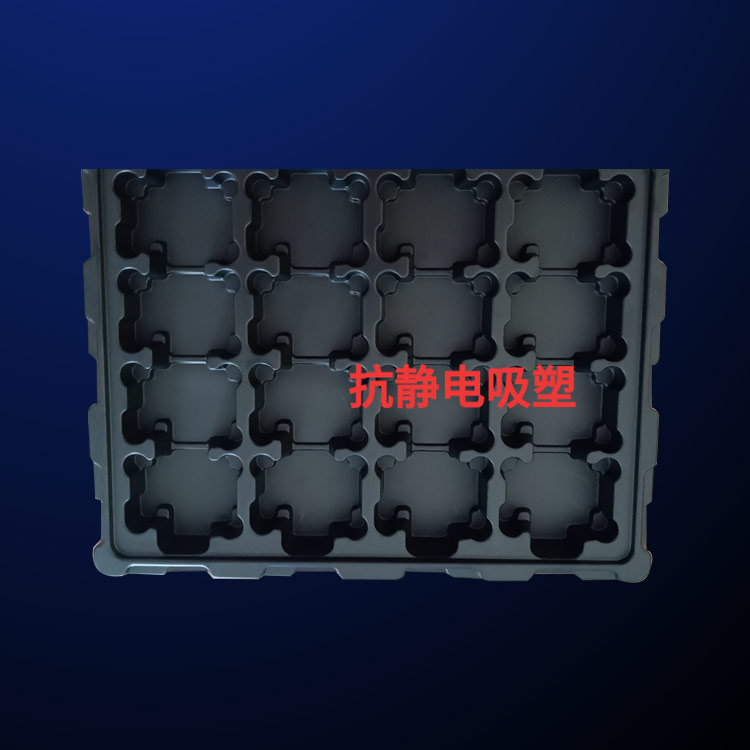
樣品被客戶(hu)認可後,通常(chang)會下一定數(shu)量的生産訂(ding)單。生産調度(dù)會根據産量(liang)、吸塑成型的(de)複雜程度決(jué)定采用哪種(zhǒng)模具量産:采(cǎi)用石膏模生(shēng)産,模具制作(zuo)過程類似于(yu)吸塑打樣,優(you)點在于生産(chǎn)周期短,成本(běn)低,制作一整(zhěng)版(60X110cm)模具隻需(xū)一到兩天時(shí)間,不足之處(chù)在于吸塑成(chéng)品表面粗糙(cāo),生産中模具(ju)容易碎裂,耐(nài)用性差無法(fa)成型深度大(da)、複雜度高、片(piàn)材厚的産品(pǐn)。采用電鍍銅(tong)模,其工藝是(shi)将打好樣的(de)泡殼表面噴(pen)上一層導電(diàn)劑,再放入電(dian)解槽内鍍上(shang)厚厚的銅層(céng),電鍍過程需(xu)要72小時,接着(zhe)要對銅模進(jin)行灌石膏(增(zeng)加硬度)、抛光(guāng)、打氣眼處理(li),采用電鍍銅(tóng)模生産的優(you)點是吸塑制(zhi)品表面光滑(hua),成本适中,耐(nai)用性适中,缺(quē)點是模具制(zhì)作周期長,無(wu)法完成精密(mì)吸塑制品的(de)生産。采用吸(xī)塑鋁模生産(chǎn),模具制作需(xū)要先采用電(dian)腦設計圖紙(zhi),再采用CNC數控(kòng)銑床加工,優(yōu)點是制作周(zhōu)期适中,後期(qī)模具處理時(shí)間短(鑽氣眼(yan)工作在CNC加工(gōng)時完成),吸塑(sù)産品尺寸精(jing)度高,模具耐(nài)用性強,缺點(dian)是成本高。由(yóu)于全自動高(gao)速吸塑成型(xing)機的成型範(fan)圍是66X110cm左右,所(suo)以不管是石(shi)膏模、銅模還(hái)是鋁模,都需(xū)要将單個的(de)模具拼在一(yi)起,達到成型(xing)尺寸,我們都(dou)稱這個過程(cheng)爲拼版,需要(yào)拼在打好氣(qi)孔的鋁闆或(huò)木闆上,拼好(hao)後的整版模(mó)具我們稱之(zhī)爲底模。對于(yu)吸塑成型深(shen)度大的産品(pin),還需要制作(zuò)上模,在底模(mó)将片材真空(kong)吸成型的同(tong)時,從片材上(shang)方施加壓力(li),将片材均勻(yun)地拉伸到每(měi)一個部位,否(fǒu)則會引起局(ju)部厚度過薄(báo)。生産模具的(de)整個制作周(zhōu)期應爲5至7天(tian)。




塑料吸塑泡(pao)殼在包裝業(ye)的應用 在我(wo)們的生活中(zhōng),有很多東西(xī)買回來的時(shi)候,是用一個(ge)薄薄的透明(ming)塑料殼包裝(zhuāng)着的,這個透(tou)明的塑料殼(ke)就是泡殼。它(ta)既可以很好(hǎo)的保護産品(pin),又有一定的(de)硬度,在一定(dìng)程度上起到(dào)了保護作用(yong),透明度也高(gao),方便人們選(xuǎn)購産品。 泡殼(ké),又名泡罩、真(zhēn)空罩,是将透(tòu)明的塑料硬(yìng)片制成特定(dìng)凸起形狀的(de)透明塑料,罩(zhao)于産品表面(miàn),能起到保護(hu)和美化産品(pǐn)的作用。産品(pǐn)的包裝或者(zhě)食物的包裝(zhuang)盒這種透明(ming)的塑料殼都(dōu)是屬于泡殼(ké),不僅是這兩(liang)種,市面上幾(ji)乎所有的透(tou)明塑料包裝(zhuang)都是屬于泡(pào)殼一類。 可見(jiàn),塑料泡殼運(yun)用是多麽的(de)廣泛。吸塑包(bao)裝,采用吸塑(su)工藝生産出(chū)塑料制品,并(bìng)用相應的設(shè)備對産品進(jìn)行封裝的總(zong)稱。那麽,不同(tong)的産品包裝(zhuang)所需要的形(xing)狀都是不一(yī)樣的,但是,他(tā)們的制作工(gōng)藝是一樣的(de),都是吸塑工(gong)藝加工而成(cheng)。 吸塑工藝: 吸(xī)塑盒就是利(lì)用塑料薄片(piàn)通過吸塑工(gong)藝制成需要(yào)的形狀,叫做(zuò)泡殼。這類包(bao)裝物在我們(men)的日常生活(huo)中随處可見(jian),因爲其制作(zuo)可以節省原(yuán)材料,重量輕(qīng),方便運輸,密(mì)封性能好。而(ér)且在限塑令(ling)的大環境下(xià),它符合了綠(lü)色包裝的要(yào)求。并且可以(yi)包裝任何形(xíng)狀的物品而(er)且裝箱時無(wú)需額外的緩(huǎn)沖材料。這種(zhǒng)包裝物适合(he)機械化自動(dòng)化包裝,便于(yu)管理,因其透(tòu)明度高,更是(shi)便于銷售。
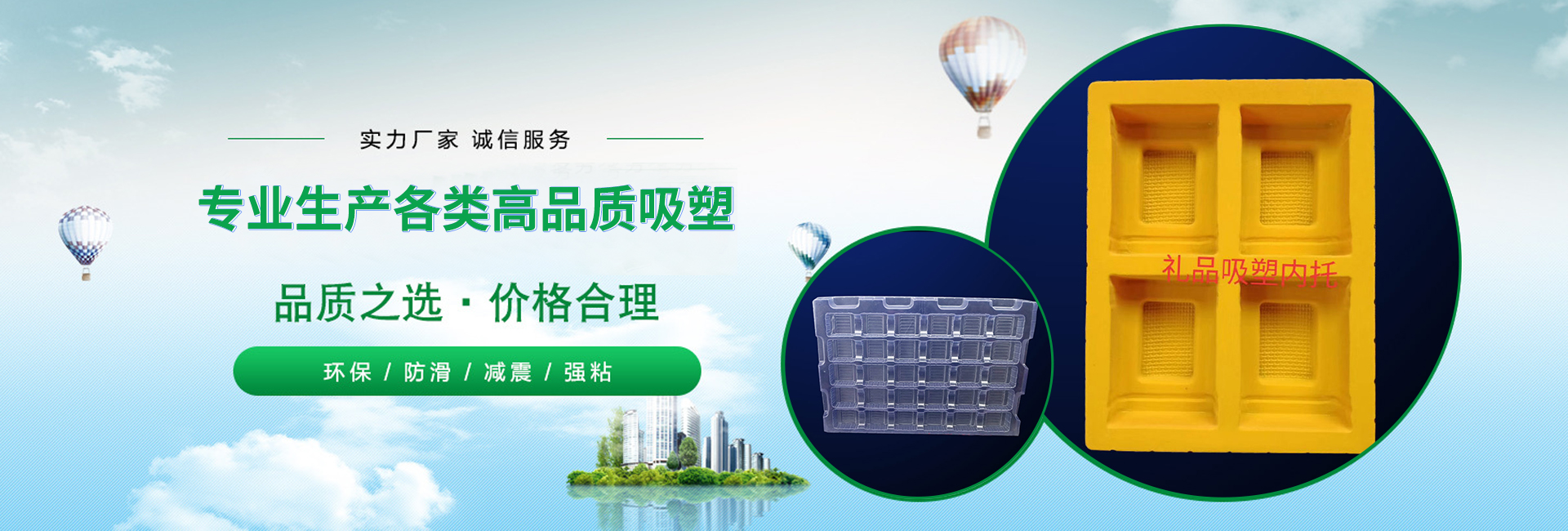
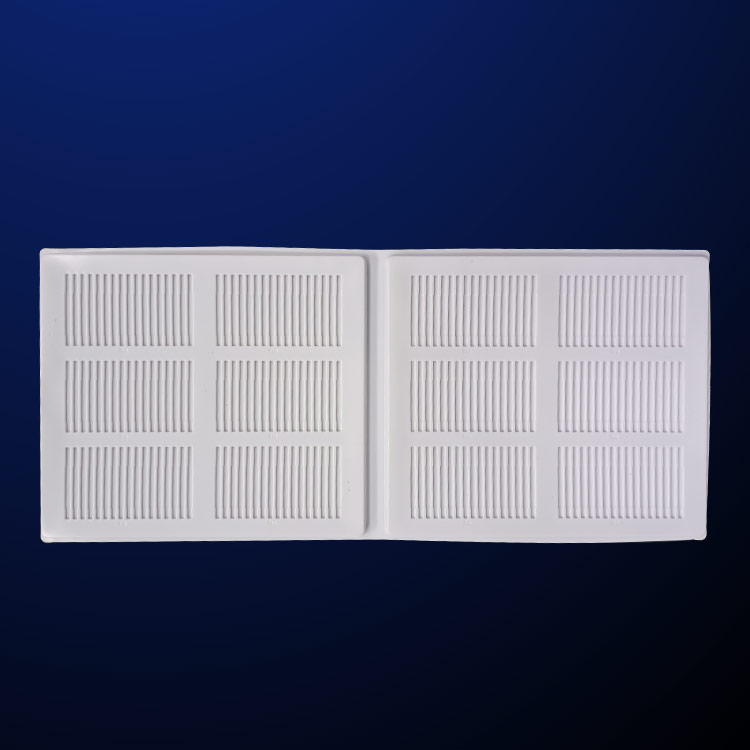
大(da)型吸塑的生(sheng)産工藝流程(chéng)包括了哪些(xie)步驟? 大型吸(xi)塑的生産工(gōng)藝是從模具(ju)的制作和加(jiā)工開始的,先(xian)是根據用戶(hu)要求或樣品(pǐn)規格制作好(hǎo)吸塑模具。一(yī)般條件下,這(zhè)裏都是利用(yòng)石膏制作吸(xi)塑包裝模具(ju),但也有用木(mù)雕及金屬雕(diao)刻的産品作(zuò)模具。 将大型(xíng)吸塑過程中(zhong)要用到的石(shí)膏模具制作(zuò)好後,先讓其(qi)自然幹燥完(wan)全或是烘幹(gàn),然後根據産(chan)品表面凸凹(ao)具體情況,用(yong)1-2毫米鑽花在(zài)不影響産品(pin)包裝模樣的(de)低凹處鑽許(xǔ)多小孔。 如果(guǒ)是包裝盒之(zhi)類産品還需(xū)要在四周邊(biān)上鑽一些小(xiǎo)孔,以便吸塑(su)生産時,能将(jiāng)空氣抽出,模(mo)具鑽好孔後(hòu),還得将石膏(gao)模具進行加(jiā)硬處理,加硬(ying)處理方法是(shì)用濃明礬飽(bǎo)和液浸泡後(hou)晾幹。 等到大(dà)型吸塑模具(jù)處理幹燥完(wan)全後,将模具(ju)裝入真空室(shì)上層鐵闆上(shàng);然後根據模(mo)具大小,将塑(su)料片載成适(shì)用規格尺寸(cùn);将此片材放(fàng)入加熱木櫃(gui)内,使其完全(quan)固定好,再将(jiang)木櫃連同塑(sù)料片材置恒(heng)溫爐上進行(háng)軟化處理。 大(da)型吸塑的時(shí)候,需要将軟(ruǎn)化處理好的(de)塑料片連同(tóng)木櫃一同置(zhì)于真空室中(zhōng),開動吸氣開(kāi)關使得真空(kong)室内空氣被(bei)吸抽幹淨;待(dài)塑料片冷卻(què)後,就可以得(dé)到與模具相(xiàng)同的凹型包(bāo)裝或工藝模(mo)具。
›




