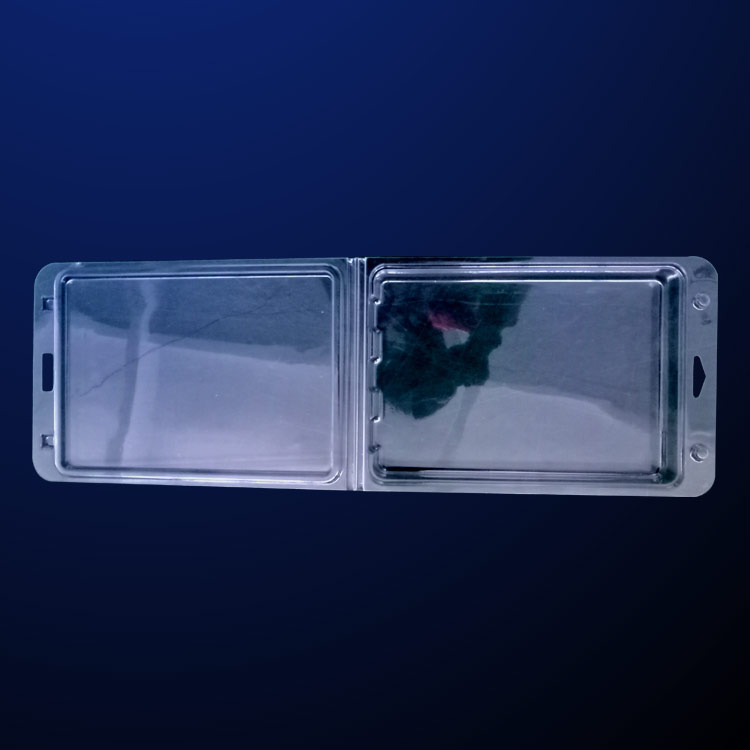







吸(xi)塑包裝(zhuāng) 是将PVC、PS、PET等(deng)樹脂片(pian)在吸塑(sù)成形機(ji)中經過(guo)加熱、真(zhen)空成形(xing)、冷卻等(deng)過程,使(shi)之按照(zhao)模具的(de)形狀成(cheng)形,然後(hou)在沖床(chuáng)上用刀(dao)模沖壓(ya)成單個(gè)産品,再(zai)經過折(she)邊、沖孔(kong)等工藝(yì)制成的(de)包裝産(chǎn)品。這種(zhong)包裝産(chǎn)品具有(you)材料便(bian)宜、工藝(yi)簡單、投(tou)入少、利(li)潤可觀(guān)的特點(diǎn),适合包(bāo)裝小型(xíng)日用品(pǐn)、小電器(qì)、玩具等(děng)商品,不(bú)适合對(duì)緩沖性(xing)要求高(gao)、産品較(jiào)重的産(chan)品進行(hang)包裝。
吸(xī)塑産品(pǐn)的主要(yào)生産工(gong)藝包括(kuo)起模、拉(lā)片、沖床(chuáng)、折邊、沖(chòng)孔、包裝(zhuang)等,以下(xià)就分别(bie)來介紹(shao)。
1.起模
當(dāng)客戶确(que)認樣品(pǐn)後,由打(dǎ)樣用的(de)石膏模(mo)作爲母(mu)模,電鍍(dù)銅後,按(an)照一定(dìng)的數量(liang)和位置(zhì)制成生(sheng)産用的(de)模即爲(wèi)起模。常(chang)規的模(mo)分三種(zhǒng):石膏模(mo)、銅模、鋁(lǚ)模。其中(zhong)石膏模(mo)主要用(yòng)于打樣(yàng),一般不(bu)能做批(pi)量生産(chan)使用,其(qí)制作時(shí)間一般(bān)爲24小時(shí)。銅模爲(wei)石膏模(mo)電鍍一(yi)層銅,強(qiang)度和耐(nài)磨性增(zēng)強,成本(ben)不高,爲(wèi)生産常(cháng)用的模(mo),一般制(zhi)作周期(qi)爲100小時(shí),少爲3天(tiān)時間,使(shǐ)用壽命(mìng)約10萬個(gè)。
2.拉片
3.沖(chong)床
拉片(piàn)出來的(de)一般爲(wèi)多個産(chǎn)品(按照(zhao)模具排(pái)的數量(liang)),需要用(yong)刀模在(zai)沖床上(shàng)沖成單(dan)個産品(pin),這種工(gong)序叫沖(chòng)床。
對于一(yī)些需将(jiāng)吸塑産(chǎn)品兩邊(biān)或多邊(biān)的邊角(jiao)折過來(lái)以插上(shàng)紙卡的(de)産品來(lai)講,需加(jiā)此工序(xù)。此工序(xù)由折邊(biān)機完成(cheng)。
5.沖孔
如(ru)客戶有(yǒu)特殊要(yao)求,要在(zai)吸塑上(shàng)穿孔時(shi)添加此(cǐ)工序。
6.包(bao)裝
吸塑(su)産品包(bāo)裝一定(ding)要注意(yì),根據客(ke)戶要求(qiu)的嚴格(gé)程度、産(chan)品的材(cái)料、形狀(zhuàng)等确定(dìng)合适的(de)包裝方(fang)式。如客(ke)戶無特(tè)殊要求(qiu),可采用(yong)裝箱、裝(zhuāng)膠袋的(de)方式。對(duì)于白色(sè)或色彩(cai)較鮮豔(yàn)的、摩擦(cā)易花或(huò)不能粘(zhān)上灰塵(chén)、手印的(de)産品,常(chang)在生産(chǎn)時戴手(shou)套。





吸塑(su)包裝 材(cai)料
常用(yong)的吸塑(sù)材料有(yǒu)PVC(約占50%,密(mi)度爲1.36g/cm3)、PS(約(yue)占30%,密度(dù)爲1.06g/ cm3)、PET(約占(zhàn)10%,密度爲(wei)1.39g/ cm3)、PP(約占10%,密(mi)度爲0.92g/ cm3)。
其(qí)中PVC大的(de)厚度一(yi)般爲0.8mm,PS一(yi)般可達(da)1.2mm,超過此(cǐ)厚度的(de)膠片難(nan)拉,容易(yi)造成設(shè)備的損(sǔn)傷。
材料(liào)的顔色(sè)一般根(gēn)據客戶(hù)的要求(qiú)來确定(dìng),一般需(xu)提供如(rú)PANTON色标、跟(gen)色稿、拆(chai)色标準(zhun)等,也可(kě)由客戶(hù)規定大(da)緻的顔(yá)色,根據(jù)産品庫(kù)存提供(gòng)給客戶(hu)顔色。如(rú)客戶無(wu)要求,一(yi)般可以(yi)使用無(wú)色透明(ming)、易生産(chǎn)的材料(liao)。
吸塑(sù)模具可(kě)分爲下(xia)模、上模(mo)、刀模,以(yǐ)下分别(bie)進行介(jie)紹。
1.下模(mo)
下模是(shì)吸塑生(sheng)産中的(de)模具。根(gēn)據制作(zuo)工藝和(he)材料的(de)不同,可(kě)分爲石(shí)膏模、銅(tóng)模、鋁模(mó)。當客戶(hù)提供樣(yàng)品、圖紙(zhǐ)或實物(wu)時,需要(yao)制作加(jiā)樣的石(shi)膏模。石(shí)膏模由(you)石膏粉(fen)加水後(hòu)定以一(yi)定的形(xíng)狀,脫水(shui)後變硬(ying)制成模(mo)具。需要(yào)諸如石(shi)膏粉、鑽(zuàn)頭、砂布(bu)、木闆等(děng)材料和(he)工具。因(yīn)爲是手(shǒu)工制作(zuò),對于圖(tu)紙而言(yan),會産生(shēng)2mm左右的(de)偏差。石(shí)膏模制(zhi)成後可(kě)以直接(jiē)打樣,不(bú)适合大(dà)批量生(sheng)産。
2.上模(mó)
有時僅(jin)靠真空(kōng)吸力不(bu)足以使(shǐ)産品成(cheng)形,需要(yào)施加一(yi)定的外(wài)力,即可(ke)做上模(mo)。上模并(bing)不是所(suǒ)有産品(pǐn)都必需(xū)的,而是(shì)根據生(shēng)産的需(xu)要而定(dìng)。當試機(ji)時,吸塑(sù)成形不(bú)好需要(yào)上模時(shí),開機師(shi)傅根據(ju)形狀制(zhi)作上模(mo)。上模的(de)材料一(yi)般爲鐵(tie)或木,與(yu)産品接(jiē)觸面需(xū)包上較(jiào)軟的海(hai)綿或絨(rong)布。
3.刀模(mo)
一般的(de)吸塑一(yi)模開多(duō)個,在成(cheng)形後,需(xū)要根據(jù)産品的(de)尺寸和(hé)形狀裁(cai)成成品(pin),而裁成(cheng)成品的(de)工序即(jí)爲沖床(chuang),所用的(de)模具即(ji)爲刀模(mo)。刀模根(gēn)據材料(liào)和制作(zuo)工藝的(de)不同可(ke)分爲三(sān)種:鐵刀(dao)、木樣刀(dao)、激光刀(dao)模。其中(zhong)鐵刀較(jiào)厚,一般(bān)可做成(cheng)形狀較(jiào)規則的(de)刀模,如(ru)矩形、橢(tuǒ)圓形等(deng)形狀,不(bú)适合做(zuo)太過彎(wan)曲的形(xíng)狀。刀模(mó)做成後(hou),需要定(ding)位的産(chǎn)品一般(ban)還要在(zai)刀模中(zhong)固定一(yi)個成品(pin),在沖産(chǎn)品時方(fang)便定位(wei)。不需要(yào)定位的(de)産品,如(ru)無邊的(de)吸塑産(chǎn)品,一般(bān)用鐵刀(dāo)做刀模(mó)。

近年來(lai),随着塑(su)料包裝(zhuang) 業的發(fā)展壯大(dà),吸塑機(ji)行業也(yě)漸漸嶄(zhan)露頭角(jiao),不過在(zai)發展過(guò)程中,也(ye)遇到很(hěn)多坎坷(ke),但在壓(yā)力下,很(hěn)多企業(ye)反變之(zhī)爲動力(li),在挑戰(zhan)面前,不(bu)畏艱難(nán),迎來發(fa)展新機(jī)遇。
吸塑(sù)行業從(cóng)20世紀40年(nian)代發展(zhǎn)開始已(yi)經成爲(wei)加工包(bao)裝材料(liao)的重要(yào)的方法(fǎ)之一,需(xu)求刺激(ji)發展,吸(xi)塑行業(yè)也是跟(gen)随這市(shì)場的供(gong)求及價(jia)格的變(bian)化不斷(duàn)的發展(zhǎn)起來,同(tong)時也受(shòu)整體市(shi)場的影(yǐng)響吸塑(sù)包裝市(shi)場也發(fa)生了變(biàn)化。
随着(zhe)現在物(wù)價高漲(zhang)的形式(shi),吸塑原(yuan)材料價(jia)格也大(da)幅度增(zēng)長,是生(shēng)産材料(liào)成本大(dà)幅度增(zēng)加。因吸(xī)塑行業(yè)接觸塑(sù)制品,生(sheng)産加工(gong)過程中(zhōng)産生的(de)氣體和(hé)粉末都(dōu)對人的(de)身體有(you)害,緻使(shǐ)本來就(jiù)很稀缺(que)的人力(li)資源在(zài)吸塑行(hang)業就更(gèng)少了,且(qie)随着物(wù)價指數(shu)的增長(zhang)和國家(jiā)強制性(xing)提高工(gōng)人工資(zī)和福利(lì)待遇,使(shǐ)吸塑行(háng)業的成(cheng)本進一(yī)步增加(jia)險阻。
吸(xi)塑産品(pǐn)分工有(yǒu)高、中、低(dī)檔越來(lai)越明确(que),形成了(le)有針對(dui)性的吸(xī)塑生産(chǎn)廠家,而(er)且廠家(jiā)數量與(yǔ)日俱增(zēng),爲了加(jia)大競争(zhēng)力度,企(qi)業又不(bú)得不投(tou)入大量(liàng)的資金(jin)對産品(pǐn)做宣傳(chuán),這樣就(jiù)更加劇(jù)了産品(pǐn)的生産(chǎn)成本。
綜(zōng)合上述(shù)信息總(zǒng)體上是(shì)吸塑行(hang)業形式(shi)嚴峻,但(dan)另一方(fāng)面,随着(zhe)企業的(de)增加,生(sheng)産産品(pǐn)數量的(de)增加和(hé)産品質(zhi)量的提(ti)高,對于(yu)包裝需(xū)求越來(lái)越多,要(yào)求也越(yuè)來越高(gao),刺激了(le)吸塑行(háng)業的發(fā)展,也成(cheng)爲吸塑(sù)行業發(fa)展的動(dong)力。
吸塑(sù)産品的(de)需求仍(reng)會增加(jia),生産廠(chǎng)家也會(hui)同比增(zeng)加,要想(xiǎng)在競争(zhēng)中獲勝(shèng)不能隻(zhi)是靠數(shu)量,更重(zhòng)要的是(shi)如何選(xuan)擇生産(chan)方式和(hé)營銷方(fang)式、生産(chan)方式要(yao)靠先進(jin)技術和(he)對技術(shu)掌握的(de)熟練成(cheng)都,網絡(luò)營銷将(jiāng)成爲競(jing)争的主(zhu)要手段(duàn)。
綜合以(yi)上信息(xi)吸塑行(háng)業雖然(ran)有很多(duō)問題存(cún)在,但是(shi)前景還(hai)是很好(hǎo)的,要想(xiǎng)企業成(cheng)功一定(dìng)要分析(xī)好市場(chang)形式,把(ba)握好行(hang)業動态(tai),跟上行(háng)業發展(zhǎn)的步伐(fa),緊跟市(shì)場動态(tài)即使做(zuo)好調整(zhěng)就不會(hui)被社會(hui)所淘汰(tài)。