
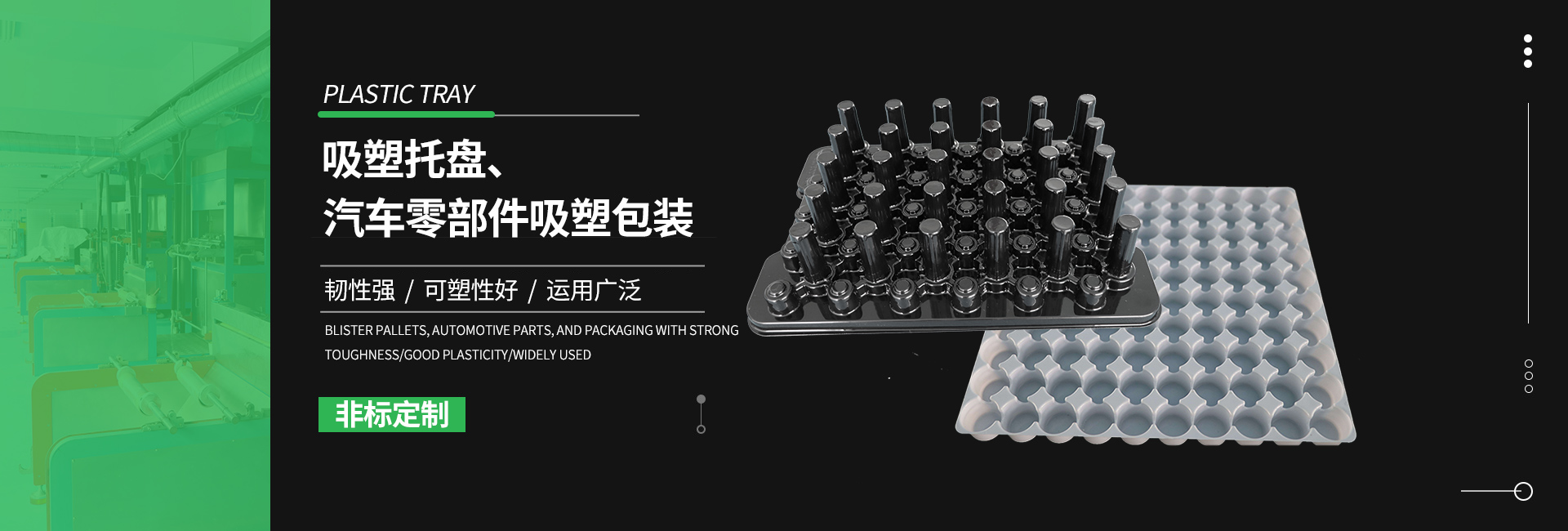






吸塑: 一種塑(su)料加工工藝(yì),主要原理是(shì)将平展的塑(su)料硬片材加(jia)熱變軟後,采(cai)用真空吸附(fù)于模具表面(mian),冷卻後成型(xing),廣泛用于塑(sù)料包裝、燈飾(shi)、廣告、裝飾等(děng)行業。 吸塑包(bāo)裝:采用吸塑(sù)工藝生産出(chū)塑料制品,并(bing)用相應的設(she)備對産品進(jìn)行封裝的總(zong)稱。
深圳市森(sēn)華興包裝制(zhì)品有限公司(sī)二十年來專(zhuan)注于吸塑包(bao)裝,吸塑托盤(pán).......
吸塑包裝 制(zhì)品包括:泡殼(ke)、托盤、吸塑盒(hé),同義詞還有(yǒu):真空罩、泡罩(zhao)等。 吸塑包裝(zhuang)的主要優點(diǎn)是,節省原輔(fu)材料、重量輕(qīng)、運輸方便、密(mì)封性能好,符(fú)合環保綠色(sè)包裝的要求(qiú);能包裝任何(hé)異形産品,裝(zhuang)箱無需另加(jiā)緩沖材料;被(bei)包裝産品透(tou)明可見,外形(xing)美觀,便于銷(xiao)售,并适合機(jī)械化、自動化(huà)包裝,便于現(xiàn)代化管理、節(jiē)省人力、提 吸(xī)塑包裝設備(bei)主要包括:吸(xī)塑成型機、沖(chòng)床、封口機、高(gao)頻機、折邊機(jī)。 封裝形成的(de)包裝産品可(ke)分爲:插卡、吸(xī)卡、雙泡殼、半(bàn)泡殼、對折泡(pao)殼、三折泡殼(ke)等 注塑 注塑(su),即熱塑性塑(su)料注塑成型(xing),這種方法即(jí)是将塑料材(cái)料熔融,然後(hou)将其注入膜(mó)腔。熔融的塑(su)料一旦進入(rù)模具中,它就(jiù)受冷依模腔(qiāng)樣成型成一(yi)定形狀。 所得(dé)的形狀往往(wǎng)就是成品,在(zai)安裝或作爲(wei)終成品使用(yong)之前不再需(xu)要其他的加(jia)工。許多細部(bù),諸如凸起部(bu)、肋、螺紋,都可(kě)以在模塑一(yi)步操作中成(cheng)型出來。 模塑(su)機有兩個基(jī)本部件:用于(yu)熔融和把塑(su)料送入模具(jù)的裝置與合(hé)模裝置。
吸塑(sù)托盤我們首(shǒu)先用到的就(jiù)是模具,那麽(me)一開始的時(shí)候我們用到(dao)的吸塑磨具(jù)都是什麽樣(yang)的呢?剛開始(shǐ)有很多的廠(chǎng)家爲了節省(sheng)成本可能都(dōu)會使用那個(gè)石膏模型吧(ba),但是石膏模(mó)具不及鋁合(he)金模具也不(bú)及銅模耐用(yong),吸塑行業也(ye)以鋁合金模(mo)和銅模應用(yong)比較多。





吸塑(sù)包裝 該怎麽(me)分類
因(yin)爲造型在各(ge)個方面不同(tóng),功能也不同(tong),但有一個共(gòng)同的價值,就(jiu)是能提高商(shang)品的檔次和(he)價值。
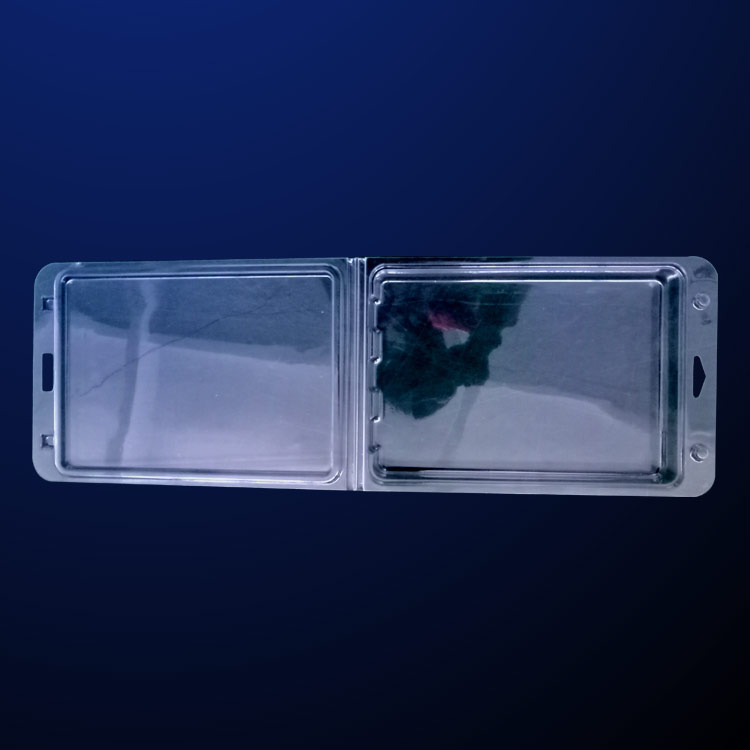
1.吸塑包(bāo)裝托盤
托盤(pan)是帶有平槽(cáo)的包裝産品(pin),而吸塑托盤(pán)通常包裝在(zai)外面。
2.塑料吸(xi)塑包裝
塑料(liào)吸塑包裝是(shi)一種的包裝(zhuāng)産品。産品外(wai)觀突出立體(ti),制作出來的(de)是商品包裝(zhuang)的輪廓模具(ju)。
3.吸塑包裝蓋(gai)
吸塑包裝罩(zhao)也可以稱爲(wei)真空罩。這種(zhong)包裝通常使(shǐ)用透明材料(liao),物品包裝在(zài)包裝内。
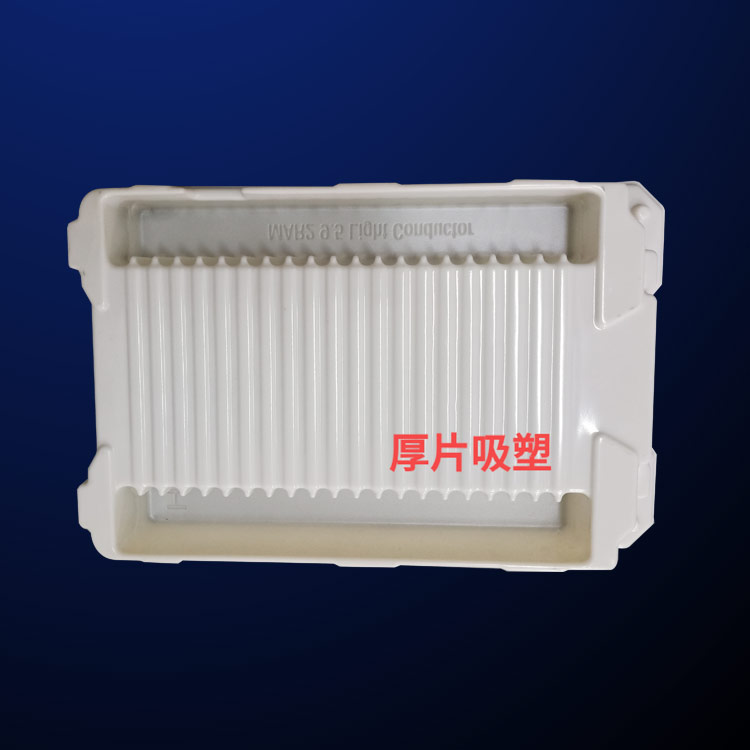
4.吸塑(sù)包裝盒
吸塑(su)盒的形狀主(zhǔ)要是中空的(de)平面凹槽,多(duō)爲方形和矩(ju)形

吸塑包裝(zhuāng)盒 不良的原(yuan)因及解決辦(bàn)法
吸塑包裝(zhuang)盒不良的原(yuan)因不外乎這(zhè)麽幾點,厚薄(báo)不均、拉線、晶(jing)點、水紋或氣(qi)泡等。下面由(yóu)小編來一一(yī)向大家解釋(shì)其原因以及(jí)解決辦法。
①吸(xī)塑包裝盒的(de)厚薄不均,造(zao)成這個原因(yin)的總共有3點(dian)。是上架的問(wèn)題,即當你将(jiang)材料裝到機(jī)器上的時候(hòu),位置的調整(zhěng)是很重要的(de),一旦出現擺(bai)放不規範或(huo)者錯位,就會(hui)造成做出來(lái)的吸塑包裝(zhuāng)盒厚薄不均(jun)。這就需要我(wǒ)們在上架的(de)時候注意位(wei)子的調整。第(di)二則可能是(shi)片材在制造(zao)的過程中沒(méi)有将厚度調(diao)整好,從而導(dao)緻厚薄不均(jun)。這就需要你(nǐ)有一個的片(pian)材供應商。第(dì)三則是跟溫(wēn)度有關,不同(tóng)的材料它所(suǒ)需要的溫度(dù)是不一樣的(de),假設溫度沒(mei)有調到合适(shì)的溫度,那麽(me)也容易使吸(xī)塑包裝盒厚(hou)薄不均。這就(jiu)需要一位經(jīng)驗豐富的調(diào)機師傅才能(néng)結局問題了(le)。
②吸塑包裝盒(hé)上有拉線。造(zào)成拉線的原(yuan)因主要與吸(xī)塑模具結構(gou)的合理性及(ji)質量有關,在(zai)一定程度上(shàng)也跟吸塑機(jī)器的操作和(he)上架的時候(hou)材料被擠壓(ya)也有一定的(de)關系。解決辦(ban)法爲找一家(jiā)的吸塑模具(jù)廠商合作,在(zài)材料上架和(he)調機的時候(hòu)稍微注意一(yi)點就行。
③吸塑(sù)包裝盒上有(you)晶點。産生晶(jīng)點的主要的(de)原因就是材(cái)料質量出現(xian)了問題,如果(guǒ)用的是差的(de)材料,那就是(shì)正常現象。如(rú)果是好的材(cai)料出現了這(zhè)個問題,那就(jiù)直接可以去(qu)找片材供應(yīng)商的問題,肯(ken)定是片材商(shāng)在裏面加了(le)些雜物。解決(jue)辦法就是對(dui)片材進行一(yi)定的抽樣檢(jian)查,有問題及(ji)時找片材商(shang)協商或者更(geng)換片材商。 ④吸(xi)塑包裝上有(yǒu)水波紋或者(zhe)氣泡。水波紋(wén)産生的原因(yīn)跟吸塑盒的(de)成型速度有(yǒu)很大的關系(xi)。而氣泡則更(gèng)可能是片材(cái)質量太差,在(zai)生産過程中(zhong)滲入了空氣(qì)導緻的。解決(jue)方法,一個是(shì)注意控制吸(xī)塑成型的時(shí)間,第二個則(zé)是注意片材(cai)的質量,别一(yī)位的貪圖小(xiao)便宜。
• ·
·




