
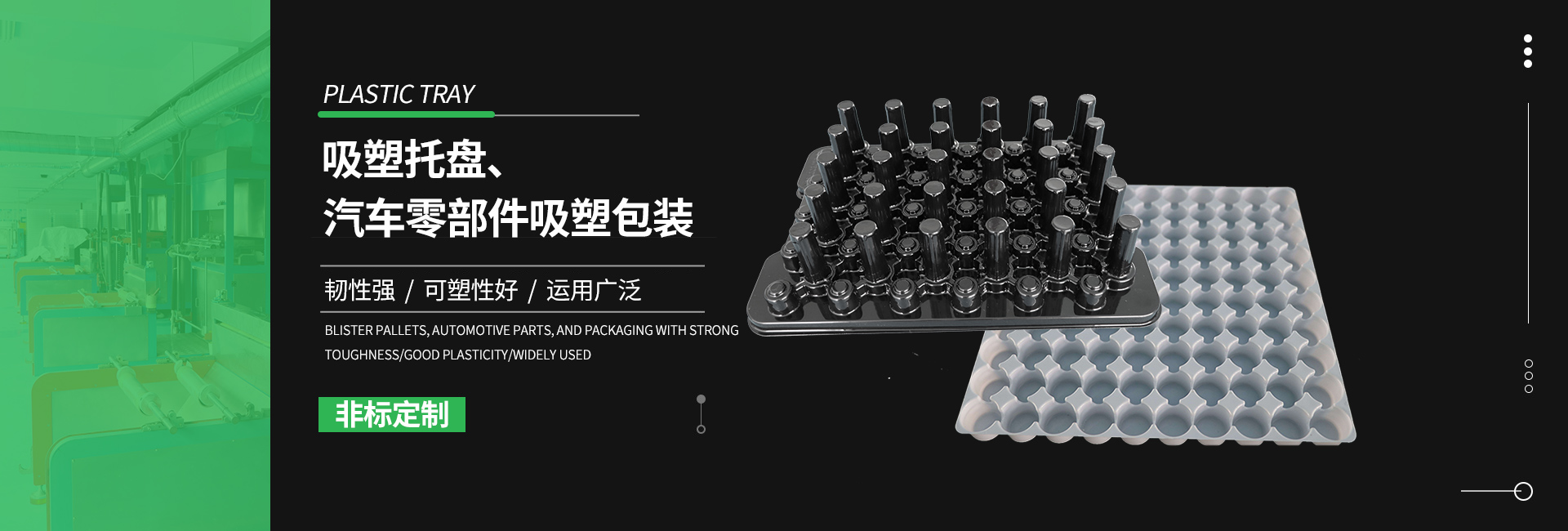





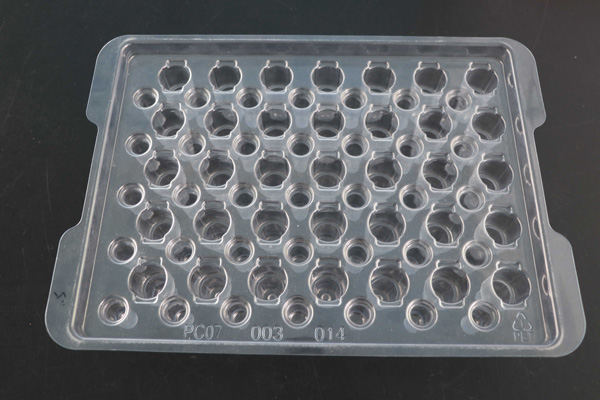

吸塑包裝(zhuāng) 是将PVC、PS、PET等樹(shù)脂片在吸(xi)塑成形機(ji)中經過加(jiā)熱、真空成(cheng)形、冷卻等(deng)過程,使之(zhī)按照模具(ju)的形狀成(cheng)形,然後在(zài)沖床上用(yòng)刀模沖壓(yā)成單個産(chǎn)品,再經過(guo)折邊、沖孔(kong)等工藝制(zhi)成的包裝(zhuang)産品。這種(zhong)包裝産品(pǐn)具有材料(liao)便宜、工藝(yì)簡單、投入(rù)少、利潤可(kě)觀的特點(diǎn),适合包裝(zhuāng)小型日用(yong)品、小電器(qi)、玩具等商(shāng)品,不适合(he)對緩沖性(xing)要求高、産(chan)品較重的(de)産品進行(hang)包裝。
吸塑(sù)産品的主(zhu)要生産工(gong)藝包括起(qi)模、拉片、沖(chong)床、折邊、沖(chòng)孔、包裝等(děng),以下就分(fen)别來介紹(shào)。
1.起模
當客(ke)戶确認樣(yang)品後,由打(dǎ)樣用的石(shí)膏模作爲(wei)母模,電鍍(dù)銅後,按照(zhào)一定的數(shu)量和位置(zhì)制成生産(chǎn)用的模即(ji)爲起模。常(chang)規的模分(fèn)三種:石膏(gāo)模、銅模、鋁(lǚ)模。其中石(shí)膏模主要(yao)用于打樣(yang),一般不能(néng)做批量生(shēng)産使用,其(qí)制作時間(jiān)一般爲24小(xiǎo)時。銅模爲(wei)石膏模電(dian)鍍一層銅(tóng),強度和耐(nài)磨性增強(qiang),成本不高(gāo),爲生産常(cháng)用的模,一(yi)般制作周(zhou)期爲100小時(shí),少爲3天時(shí)間,使用壽(shòu)命約10萬個(ge)。
2.拉片
3.沖(chong)床
拉片出(chu)來的一般(ban)爲多個産(chan)品(按照模(mó)具排的數(shù)量),需要用(yong)刀模在沖(chòng)床上沖成(chéng)單個産品(pin),這種工序(xu)叫沖床。
對于一(yī)些需将吸(xī)塑産品兩(liǎng)邊或多邊(bian)的邊角折(shé)過來以插(cha)上紙卡的(de)産品來講(jiǎng),需加此工(gōng)序。此工序(xù)由折邊機(ji)完成。
5.沖孔(kong)
如客戶有(you)特殊要求(qiu),要在吸塑(su)上穿孔時(shi)添加此工(gōng)序。
6.包裝
吸(xi)塑産品包(bao)裝一定要(yào)注意,根據(jù)客戶要求(qiú)的嚴格程(chéng)度、産品的(de)材料、形狀(zhuàng)等确定合(hé)适的包裝(zhuang)方式。如客(ke)戶無特殊(shū)要求,可采(cǎi)用裝箱、裝(zhuang)膠袋的方(fang)式。對于白(bái)色或色彩(cai)較鮮豔的(de)、摩擦易花(huā)或不能粘(zhan)上灰塵、手(shou)印的産品(pǐn),常在生産(chan)時戴手套(tào)。

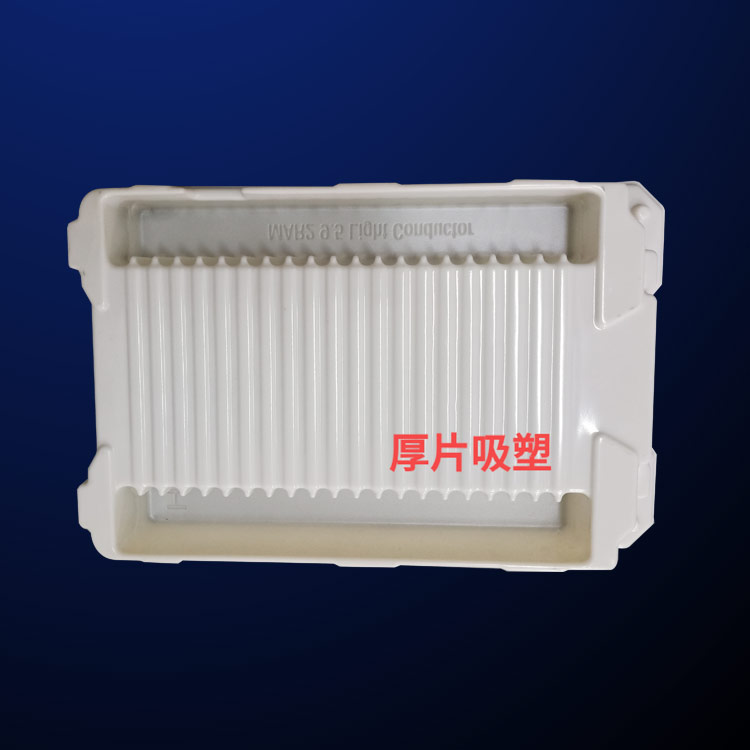




吸塑包裝(zhuang) 制品厚薄(bao)度不均勻(yún)是怎麽造(zào)成的?如何(hé)解決這樣(yàng)的問題?
厚(hou)薄度不均(jun)勻有常見(jiàn)的幾點,上(shàng)架、片材、溫(wēn)度等。上架(jià)在壓吸塑(sù)包裝産品(pǐn)的時候位(wèi)置的調整(zhěng)是很關鍵(jian)的,要是有(yǒu)錯位或擺(bai)放不合理(li)的現象時(shí),出現會産(chǎn)生厚度不(bú)均勻。與片(pian)材有關系(xi)的就是片(piàn)材在生産(chǎn)的過程當(dāng)中沒有将(jiang)厚度調好(hao),所以才會(huì)導緻這樣(yàng)的質量問(wen)題。溫度的(de)調試也有(you)直接關系(xi)的,而且要(yào)根據不同(tong)的模具不(bu)同的材料(liao)調節相對(dui)應溫度的(de)高低,否則(ze)就出現了(le)不均勻的(de)現象。解決(jue)方法是注(zhù)意上架的(de)位置調整(zhěng),片材的情(qíng)況供應商(shang)的協商,溫(wen)度調到片(piàn)材和模具(jù)的适合度(dù)。
吸塑包裝(zhuāng)制品的拉(la)線是什麽(me)?怎麽導緻(zhi)的?如何解(jiě)決?
如何挖(wa)掘吸塑包(bāo)裝 盒的潛(qián)在效果
吸(xī)塑盒是一(yi)種外觀型(xing)的包裝,應(yīng)時間在變(bian)我們的包(bāo)裝也有不(bú)段的進行(háng)改變和更(geng)新,吸塑盒(he)産品也有(yǒu)很多潛在(zai)的包裝效(xiao)果待以發(fa)覺和使用(yòng)。在市面上(shàng)很多物品(pin)都有流行(hang)化、包裝也(yě)是一樣的(de),即将到來(lái)的明年将(jiang)要使用的(de)包裝效果(guǒ)還有更新(xīn)階段會如(ru)何變化,此(cǐ)文分析今(jīn)後吸塑盒(hé)産品可挖(wā)掘的部分(fen)部分有,面(mian)貌、形狀、使(shǐ)用更新這(zhè)三點還可(ke)繼續挖掘(jue)更新。
盒包(bao)裝的形狀(zhuang),普遍的盒(he)包裝就是(shì)平面凹槽(cao)的包裝,在(zài)行内也被(bei)稱作爲内(nèi)盒或者是(shi)内托包裝(zhuang),整體的形(xing)狀就是盒(hé)形狀的包(bāo)裝制品,到(dào)以後的盒(he)包裝也許(xu)名字不會(hui)變但現狀(zhuàng)也許會有(yǒu)差異。目前(qián)已經有物(wù)品商使用(yong)混合類的(de)包裝了,主(zhu)要是打破(pò)消費者的(de)老舊包裝(zhuāng)常想增加(jia)創意,在銷(xiāo)售上要是(shi)一款包裝(zhuāng)能引起多(duō)人的注意(yì)那就一定(dìng)要在物品(pin)的外形還(hai)有包裝上(shàng)多思。
使用(yòng)更新,使用(yong)對于物品(pin)來說也是(shì)一大更變(biàn),很多物品(pin)商會借鑒(jian)老舊吸塑(sù)盒産品的(de)優勢使用(yong)在不同的(de)物品上,使(shǐ)用目的就(jiu)是增加獨(dú)有增加物(wu)品的立體(ti)感,包裝就(jiù)像是衣服(fú)一樣可以(yi)進行各樣(yang)式的搭配(pei),常常會說(shuo)的包裝适(shi)合什麽樣(yang)的物品,大(da)多使用在(zai)什麽物品(pin)上,其實包(bāo)裝能進行(háng)各種的混(hun)搭也可以(yǐ)做出創新(xin)效果。
›·




